All Features
Jay Arthur—The KnowWare Man
Story update 5/6/2020: The charts and some data have been updated to reflect the data available on the date this article was published.
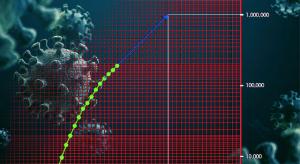
During the Covid-19 stay-at-home order in Colorado, I've become increasingly frustrated by Covid-19 charts. Most of what I see are cumulative column charts, which…

Donald J. Wheeler, Al Pfadt
Each day we receive data that seek to quantify the Covid-19 pandemic. These daily values tell us how things have changed from yesterday, and give us the current totals, but they are difficult to understand simply because they are only a small piece of the puzzle. And like pieces of a puzzle, data…

William A. Levinson
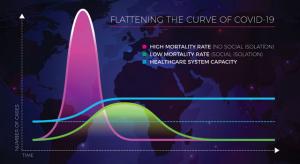
The phrase “flatten the curve” means to slow the transmission of the coronavirus (Covid-19) in order to spread the total number of cases out over a longer period of time. This will avoid overwhelming the healthcare system.1 The model is accurate as presented throughout the internet, but it also…
Donald J. Wheeler, Al Pfadt, Kathryn J. Whyte
This article is an update to “Tracking Covid-19” that Al Pfadt, Kathryn Whyte, and I wrote last week. In that article we summarized what is known about Covid-19, what has already happened, and what is to be expected based on the analysis of the data and the epidemiological models.
Over the past…
Donald J. Wheeler, Al Pfadt, Kathryn J. Whyte
Based on the professional literature available, there are some inconvenient truths about Covid-19 that are not always considered in the chorus of confusion that exists today. Here we summarize what is known, what has already happened, and what is to be expected based on the analysis of the data and…

Donald J. Wheeler
Lean production is built on the explicit assumption that each step is operated predictably and capably. Predictable operation can only be achieved and maintained by using process behavior charts. But short production runs make it hard to see how to use process behavior charts. Parts one and two…

Peter Dizikes
Given the complexities of healthcare, do basic statistics used to rank hospitals really work well? A study co-authored by MIT economists indicates that some fundamental metrics do, in fact, provide real insight about hospital quality.
“The results suggest a substantial improvement in health if you…

Donald J. Wheeler
Short Run SPC, Part 1 and Part 2 showed how to use zed charts and difference charts to track the underlying process while making different products. This part will illustrate both the robustness of the zed chart and an incorrect way of standardizing the data from the different products.
The…

Davis Balestracci
Editor’s note: The following browsable offering from Davis Balestracci represents a good chunk of his knowledge base. If you’re looking for improvement ideas, motivation, or a swift kick in the pants for yourself or your team, you’ll find them in this collection of his most popular columns.
In the…

Donald J. Wheeler
Lean production is built on the explicit assumption that each step is operated predictably and capably. Predictable operation can only be achieved and maintained by using process behavior charts. But short production runs make it hard to see how to use process behavior charts in a lean environment…

Dirk Dusharme
What a year.
No matter your job, your industry, or your political beliefs, this year has been a heck of a ride. The (still ongoing) trade war with China, manufacturing gains (and losses), the 737 MAX, Hong Kong riots, North Korea, Brexit, impeachment. What a mixed bag of ups and downs that has…
As usual with Quality Digest’s diverse audience, this year’s top stories covered a wide range of topics applicable to quality professionals. From hardware to software, from standards to risk management, from China trade to FDA regulations. It’s always fun to see what readers gravitate to, and this…

Donald J. Wheeler
Lean production is built on the explicit assumption that each step is operated predictably and capably. Predictable operation can only be achieved and maintained by using process behavior charts. But short production runs and multiple products make it hard to see how to use process behavior charts…

Harish Jose
It has been a while since I have written about statistics, and I get asked a lot about a way to calculate sample sizes based on reliability and confidence levels. So today I am sharing a spreadsheet that generates an operating characteristic (OC) curve based on your sample size and the number of…
Donald J. Wheeler
In the past two months we have looked at how three-sigma limits work with skewed data. This column finds the power functions for the probability limits of phase two charts with skewed probability models, and compares the trade-offs made by three-sigma limits with the trade-offs made by the…

Jody Muelaner
One of the key ideas in lean manufacturing is that defects should be detected as early as possible. Efforts to control manufacturing processes, so that issues can be detected before defects occur, actually predate lean. Statistical process control (SPC) is a set of methods first created by Walter A…

Bill Snyder
In 1500, China’s economy was the strongest in the world. But by the 19th century, the United States, Western Europe, and Japan had leapfrogged over China by churning out goods and services in vast quantities while the former superpower stalled.
Why? Some economists argue that China’s lack of free…

Dr T Burns
You’ve set aside Sunday afternoon to bake some cookies, but you discover you have run out of eggs. Your partner in marital bliss has gone out and taken the car. You call a couple of mates, and they tell you to try bananas, vegetable oil, or applesauce as egg substitutes. You decide to have some fun…

Christopher Shoe
According to a recent LNS Research survey, 37 percent of quality leaders cite an inability to measure quality metrics as their No. 1 barrier to achieving quality goals. Even worse, the survey showed four in five companies have poor visibility into real-time metrics.
These figures highlight a…

Donald J. Wheeler
Last month I looked at how the fixed-width limits of a process behavior chart filter out virtually all of the routine variation regardless of the shape of the histogram. In this column I will look at how effectively these fixed-width limits detect signals of economic importance when skewed…

Yen Duong, Knowable Magazine
If you think it’s hard to tell how you’re doing at your job, imagine being a hockey goalie. Let’s say you block every shot in a game. Was that performance due to your superior skills? Or maybe just to a lack of skill in your opponents?
Evaluating ice hockey players' performance is getting easier,…

Donald J. Wheeler
The oldest myth about process behavior charts is the myth that they require “normally distributed data.” If you have ever heard this idea, or if you have ever taught this to others, then you need to read this article.
While this myth dates back to 1935, and while Walter Shewhart exposed this idea…

Steve Moore
Pickleball is arguably the fastest-growing sport in the United States, especially among baby-boomer retirees. This game is similar to tennis, but is played on a smaller court (44 ft × 20 ft) with a solid paddle and a perforated polymer ball much like a wiffle ball.
Pickleball’s popularity may be…
Davis Balestracci
As statistical methods become more embedded in everyday organizational quality improvement efforts, I find that a key concept is often woefully misunderstood, if it is even taught at all. W. Edwards Deming distinguished between two types of statistical study, which he called “enumerative” and “…

Jody Muelaner
In a general sense, capability is the ability to do something. Within manufacturing, capability is given a much more specific definition. It is an expression of the accuracy of a process or equipment, in proportion to the required accuracy.
This can be applied to production processes, in which…