All Features

James Bossert
When we talk about measurement system analysis (MSA), people tend to focus on attribute agreement analysis because it is usually quicker and easier to do than a gauge repeatability and reproducibility (gauge R&R) study. This article is a review of the fundamentals for gauge R&R to remind us…

William A. Levinson
Measurement systems analysis (MSA) for attributes, or attribute agreement analysis, is a lot like eating broccoli or Brussels sprouts. We must often do things we don't like because they are necessary or good for us. While IATF 16949:2016, Clause 7.1.5.1.1—“Measurement systems analysis,” does not…

Ryan McKenna
To date, this series focused on relatively simple data analyses, such as learning one summary statistic about our data at a time. In reality, we’re often interested in a slightly more sophisticated analysis, so we can learn multiple trends and takeaways at once and paint a richer picture of our…

Donald J. Wheeler
For more than 40 years it has been common to use the precision to tolerance ratio (P/T ratio) to compare the standard deviation of measurement error with the specified tolerance for a particular product. The purpose of this comparison being an assessment of the utility of the measurement process.…

David Darais, Joseph Near
In our last article, we discussed how to determine how many people drink pumpkin spice lattes in a given time period without learning their identifying information. But say, for example, you would like to know the total amount spent on pumpkin spice lattes this year, or the average price of a…

Donald J. Wheeler
In my article, “Tightened 100% Inspection” (Quality Digest, March 29, 2021), we found that the excess costs associated with tightened specification limits are generally prohibitive. Here we consider the question: “Under what conditions can we use tightened specifications without incurring undue…

David Darais, Joseph Near
How many people drink pumpkin spice lattes in October, and how would you calculate this without learning specifically who is drinking them, and who is not?
Although they seem simple or trivial, counting queries are used extremely often. Counting queries such as histograms can express many useful…

Donald J. Wheeler
Inspection sounds simple. Screen out the bad stuff and ship the good stuff. However, measurement error will always create problems of misclassification where good stuff is rejected, and bad stuff gets shipped. While guard-bands and tightened inspection have been offered as a way to remedy the…

Scott A. Hindle
A quick Google search returns many instances of the saying, “A man with a watch knows what time it is. A man with two watches is never sure.” The doubt implied by this saying extends to manufacturing plants: If you measure a product on two (supposedly identical) devices, and one measurement is in…

William A. Levinson
Traditional statistical methods for computing the process performance index (Ppk) and control limits for process-control purposes assume that measurements are available for all items or parts. If, however, the critical-to-quality (CTQ) characteristic is something undesirable, such as a trace…

Fred Schenkelberg
There is a type of error that occurs when conducting statistical testing: to work very hard to correctly answer the wrong question. This error occurs during the formation of the experiment.
Despite creating a perfect null and alternative hypothesis, sometimes we are simply investigating the wrong…

Adam Conner-Simons
This story was originally published by MIT Computer Science & Artificial Intelligence Lab (CSAIL).
Scatterplots. You may not know them by name, but if you spend more than 10 minutes online, you’ll find them everywhere.
They’re popular in news articles, in the data science community, and…

Jay Arthur—The KnowWare Man
There are two ways to increase profits: increase sales or reduce costs. Although most data analysis seeks to find more ways to sell more stuff to more people, addressing preventable problems is an often overlooked opportunity. Preventable problems consume a third or more of corporate expenses and…
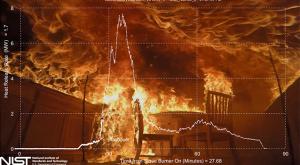
Matthew Bundy
Untitled Document
Burning plastic cart carrying a fax machine, a laptop computer, and a three-ring binder. Click here for larger image. Credit: FCD/NIST
Several centuries ago, scientists discovered oxygen while experimenting with combustion and flames. One scientist called it “fire air.” Today,…

Douglas Allen
Any number derived from real observation is made up of three components. The first of these is the intended signal, the “perfect” value from the object being observed. The second is error (or noise) caused by environmental disturbance and/or interference. The third is bias, a regular and consistent…

Donald J. Wheeler
In part one we found the baseline portion of an XmR chart to be the best technique for identifying potential outliers among four tests with variable overall alpha levels. In this part we will look at tests which maintain a fixed overall alpha level regardless of how many values are being examined…

Dr T Burns
Augmented reality (AR) means adding objects, animations, or information, that don’t really exist, to the real world. The idea is that the real world is augmented (or overlaid) with computer-generated material—ideally for some useful purpose.
Augmented reality has been around for about 30 years.…

Donald J. Wheeler
The first statistical test was a test for outliers. The problem of what to do about outliers has been around from the beginnings of data analysis. Part one will compare four tests for outliers. Next month part two will cover some additional tests for outliers.
Statisticians know how to analyze…

Donald J. Wheeler
Every introductory class in statistics teaches how to obtain a global standard deviation statistic. While this descriptive statistic characterizes the dispersion of the data, it is not the correct value to use when looking for unusual values within the data. Since all of statistical inference is…

Donald J. Wheeler
On Sept. 29, 2020, the recorded worldwide death toll from Covid-19 reached 1 million. Six days earlier the United States reached 200,000 Covid-related deaths. So how did the United States with only 4 percent of the world’s population manage to capture 20 percent of the world’s deaths in this…

Eric Weisbrod
The idea of digital transformation can be scary. The growth of technology is outpacing a comfortable pace of adoption for many manufacturers. But remaining content with the status quo often means being left behind. Digital transformation has become an imperative to give manufacturing organizations…

Steve Wise
The importance of data analysis in manufacturing operations can’t be overstated. Over the years, manufacturers have used statistical process control (SPC) methods and tools to study historical data and reveal differences between comparable items: shifts, products, machines, processes, plants, lot…

Dirk Dusharme, Jason Chester
In previous articles of this series, we discussed how to master quality at the tactical and strategic levels. If you are like most readers, you probably nodded your head through article two’s tactical shop-floor view and vigorously shook your head through article three’s strategic view because…

Jason Chester
Before we get into a case study about how enterprisewide SPC software would work on both the shop floor and the C-suite, let’s talk about a long-held bias about “blue-collar” workers: That because they’ve traditionally been associated with manual labor, they should use manual tools; “white-collar”…

Ryan E. Day, Dirk Dusharme, Taran March @ Quality Digest
In order to best illustrate how enterprisewide SPC software can help address shop-floor problems and then funnel the captured data to the corporate level where strategic issues can be analyzed, here is a case study of a hypothetical manufacturing facility. In it, the company makes effective use of…