All Features
Abdullah Al Masum Jabir
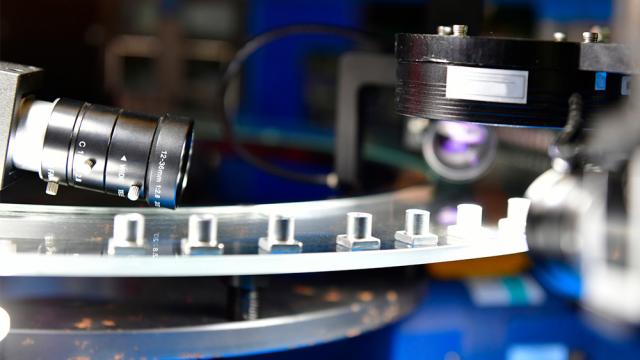
In high-volume manufacturing, inspection often struggles to keep pace with production. That challenge becomes even greater when the material itself is naturally variable and the defects aren’t always easy to define consistently. In one high-volume manufacturing environment producing about 20,000…

ISO
Markets run on trust. Trust runs on standards. And standards only work when the people shaping them reflect the people they are meant to protect.
That’s why International Women’s Day and World Consumer Rights Day aren’t just two dates on the calendar—they are part of the same story. When women…

Ben P. Stein
The modern metric system—known as the International System of Units, or SI—is a model of consistency and logic. But in some cases, the logic seems to break down.
In this article, we’ll explore some of these quirks and why they (mostly) make sense at the end of the day (or approximately 86,400…

Artec 3D
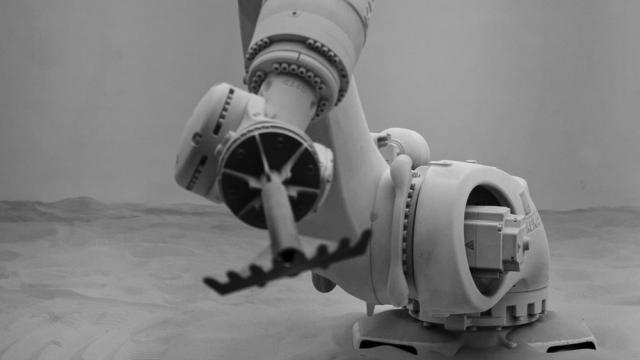
What would you do if a 240-kg iron rock older than the Earth landed outside your house?
While you ponder the many exciting possibilities, Replicad engineer Jaap Termeer has created a superrealistic digital twin of the meteorite. Such a scanning scenario is uncommon, even for 3D professionals. So…

Jeanne Spoden
High-volume medical equipment serves as the operational backbone of our healthcare system. From infusion pumps and monitoring devices to hospital beds and support surfaces, these assets support nearly every aspect of patient care. Yet in many hospitals, medical equipment management remains…

Alexandra Vazquez
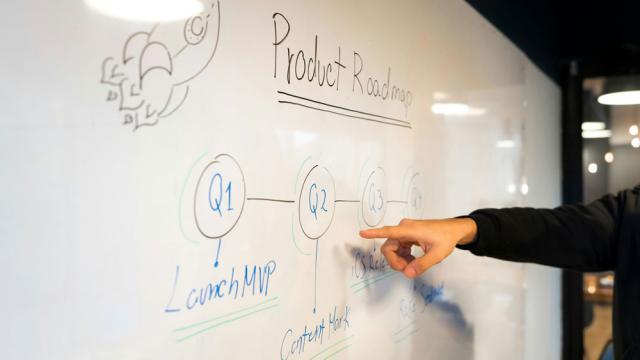
A lot of CMMS rollouts fail quietly. It’s a common scenario: The software is installed, technicians are logging hours, and the digital work orders are flowing. On the surface, the implementation was a “success.”
But when the VP of operations asks for a quarterly performance review, no one can…

Peter Chhim, V. Manohar
Most quality professionals have experienced this moment. A process improvement initiative is completed. Procedures are updated, the team is trained, and for a period of time everything works exactly as intended. The process runs smoothly, and the problem appears to be solved. Then, gradually, small…

George Schuetz
In various industries (or in your shop), there are numerous parts that make use of very small holes. A dozen examples could be listed, but the most common include aerosol cans, needles for delivering fluids and medicines, fuel-injection nozzles, and simple fixed restrictors used to control liquid…

James Glover
When manufacturing leaders discuss operational challenges, “culture” becomes the catch-all explanation: “Our culture doesn’t support discipline like Asian manufacturers,” or, “We need to change the culture around quality,” or, “It’s a cultural resistance to following procedures.”
This framing…

Mike Figliuolo
In a connected world, opportunities are more about who you know than what you know. Whether it’s a job, making a sale, or finding your next great new hire, you’d be a fool to miss some great opportunities to build your network.
With the growth of platforms like LinkedIn, it’s easier than ever to…

Jennifer Chu
When fundamental particles are heavier or lighter than expected, physicists’ understanding of the universe can tip into the unknown. A particle that’s just beyond its predicted mass can unravel scientists’ assumptions about the forces that make up all of matter and space. But now, a new precision…

Ryan Morrison
On paper, material testing looks like one of the most controlled and reliable parts of a construction project. Samples are collected, standardized procedures are followed, and results are documented with precision. Everything points toward certainty.
And yet, failures still happen. Not small ones…

Jesse Walker
In a lot of plants, motion-control equipment stays in service far longer than anyone originally expected. Servo drives, spindle amplifiers, operator panels, encoder interfaces, and power supplies often keep running for years after the OEM has shifted its attention elsewhere.
That long service life…

Donald J. Wheeler
The way we think about our process will shape the way we collect, analyze, and interpret our data when things go wrong. This in turn will shape the actions taken and the results obtained. In this column, we look at an example of the difference between the traditional approach and an alternate…
Cooper Schorr
There’s no shortage of AI in manufacturing. There is, however, a shortage of AI that works when things get complicated—AI that can move the needle.
If you spend any time in industrial service environments, where assets go down and the fix is buried in five different systems and 4,000 pages of…

Akhilesh Gulati
On an assembly line for household appliances, 10 operators assembled motors for downstream production. Demand was high, but output consistently fell short—and many motors failed final inspection, requiring weekend overtime to catch up.
Managers tried the usual fixes. Push the operators, tweak the…

Mike Figliuolo
I hear it all the time: “Let’s boil this idea down.” That’s a huge communication mistake.
What people are trying to do by “boiling it down” is get rid of all the extraneous information surrounding their idea to find something crisp they can share with others. The hope is that the crisp idea will…

Scott Ginsberg
At Dozuki, our teams are constantly on the factory floor. We spend hundreds of hours every year walking production lines, sitting in breakrooms with operators, and standing alongside quality managers during high-stakes audits. These site visits have given us a front-row seat to witness the friction…

FARO
Aircraft are routinely exposed to damage from bird strikes, lightning strikes, hailstorms, collisions with ground support equipment, or debris on the runway.
As fleets grow and skilled technicians become harder to find, airlines and maintenance, repair, and overhaul facilities (MROs) face mounting…

Mike King, Massimo Franza
‘This product isn’t approved to be imported into this market,” says a customs official while reviewing the importation documentation.
Local quality and regulatory teams are quickly brought into the conversation and see that the product’s registration has been valid for several years, and no local…

Paul Hanaphy
Pottery is a metaphorical gold mine for archaeologists. Well-preserved ceramics offer a rare glimpse into the lives of past societies, their cultures, traditions, and how they expressed status. When analyzing such finds, stamps and inscriptions are often key.
This is certainly the case for Dries…

Jeffrey T. Slovin
Manufacturers can’t control tariffs, supply chain volatility, labor shortages, or geopolitical instability. But they can manage operational efficiency.
Operational excellence is one of the few factors that organizations can fully control. In challenging economic times, quality is an increasingly…
Leena Rinne
Manufacturing leaders often focus on technology, automation, and efficiency metrics to drive productivity. But the reality is that most KPIs on the factory floor still depend on people.
When frontline employees feel valued and supported, they show up more engaged, do better work, and contribute…

Jennifer Chu
The next time you’re scrolling your phone, take a moment to appreciate the feat: This seemingly mundane act is possible thanks to the coordination of 34 muscles, 27 joints, and more than 100 tendons and ligaments in your hand. Indeed, our hands are the nimblest parts of our bodies. Mimicking their…

Harish Jose
The great systems thinker Russell Ackoff had a provocation that stayed with me: A system isn’t the sum of its parts. It’s the product of their interactions.
He used a simple example. Take the best engine from one car, the best transmission from another, the best brakes from a third. You will not…