
Walter Shewhart’s average and range chart had been around for more than a decade when, in 1941, W. J. Jennett came up with the chart for individual values and moving ranges (an XmR chart). The XmR is built on the same foundation as the average and range chart, but it involves two unique ideas.…
All Features

Gleb Tsipursky
The next advantage in business will come from leaders who can manage machine labor as deliberately as they manage people. Professor Ethan Mollick at Wharton framed this as AI management after watching executive MBA students use ChatGPT, Claude, Gemini, Claude Code, and Google Antigravity to build…

John Tschohl
Most organizations are reluctant to spend time and money training their workforce on customer service.
There are a variety of reasons:1. It will do no good.2. By the time they’re trained, the employees will leave.3. It’s common sense. Everyone already understands customer service.4. It’s too…

Cornelia C. Walther
Every boardroom has heard it. Every procurement checklist includes it. Every investor deck now features it somewhere between the mission statement and the revenue model. “AI ethics” has become the term that signals seriousness without necessarily delivering it. That gap deserves examination—because…

Bhuvan Yadav
False rejects quietly impede manufacturing efficiency, yet most quality teams treat them as an acceptable cost. This article examines why they persist, what makes them hard to eliminate with conventional systems, and how AI-based visual inspection is helping plants address the root cause.
The…

Mike Figliuolo
During times of excessive work and crisis, something has to give. Sometimes brutal prioritization is the only way to make it through those challenging times with your sanity intact.
It happens to all of us. The universe, in its infinite wisdom, determines this month, of all months, is the month to…

Data Physics
Aerospace qualification standards continue to shift as component designs grow more intricate and real-world forces become better understood. Traditional single-axis testing methods don’t capture the complex, multidirectional stresses that modern spacecraft and aircraft encounter. Multiaxis testing…

Craig Cochran
With ISO 9001:2026 just around the corner, the topic of internal auditing is likely on the minds of many quality professionals.
This is the perfect time to reexamine your resources and strategies for internal auditing. The single biggest success factor of your audit program is who you select to…

Irina Shimko
Two years ago, the dominant conversation around AI in enterprise software was about pilots. Every company of a certain size had at least one: a proof of concept running in a sandbox, a chatbot layered over a knowledge base, or a model fine-tuned on proprietary data that never quite made it to…

Sai Ranjith
The U.S. Food and Drug Administration scrutiny of AI and machine learning in medical devices is intensifying. Yet most companies still apply failure mode and effects analysis (FMEA) methods designed for deterministic hardware failures. AI failures are probabilistic, context-dependent, and often…

Chris Chuang
Manufacturers have spent millions investing in safer equipment, smarter automation, and increasingly sophisticated operational technology. Yet employee disengagement, one of the most significant risks to workplace safety and productivity, remains stubbornly difficult to address.
Gallup’s recent…

Janine Kyle
Businesses running equipment that depends on actuators, especially in high-cycle or nonstop operations, already know this: It’s common for actuators to fail without showing any warning signs.
All of a sudden, the production line stops midshift. It’s not until hours later that you find out that the…

Mark Stabile, Ridhima Aggarwal
We often think of AI as a technological revolution that will transform industries, disrupt jobs, and change the nature of competitive advantage. But inside organizations, it’s unfolding in a much more complex, less predictable way. In many firms, AI is still more narrative than operational reality…

Govind Ramu
Artificial intelligence (AI) workloads are reshaping the scale, speed, and risk profile of data center construction. As AI adoption accelerates, operators need more physical infrastructure, faster deployment cycles, and greater confidence that critical systems will perform as intended after handoff…

Akhilesh Gulati
During a recent visit to a brewery in Dublin, I was stopped by one statement displayed on the tour: “The quality of our advertising must be equal to the quality of our beer.”
It was intended as branding. But it pointed to something most organizations quietly overlook: They assume quality begins…

Mike Figliuolo
All too often, leaders seek to build support for an idea by talking—a lot. They may go on and on about why the decision is a good one, detailing its benefits, the reasons others should support it, and the path forward. There’s passion and excitement behind the talk, and the leader lets it show…

Mike King, Julie Larsen
Midtier life sciences companies are spending more than ever on quality and regulatory technology, yet many are paying enterprise prices for capability they never use. The right question isn’t whether to invest in a quality management system (QMS) or regulatory information management (RIM) platform…

greenlight.guru
Teams building software as a medical device (SaMD) tend to think of ISO 14971 as the hardware team’s problem. Risk management files, FMEA tables, severity scores: all quality and regulatory territory, while the engineers close Jira tickets. That split is where things go wrong.
ISO 14971 applies to…
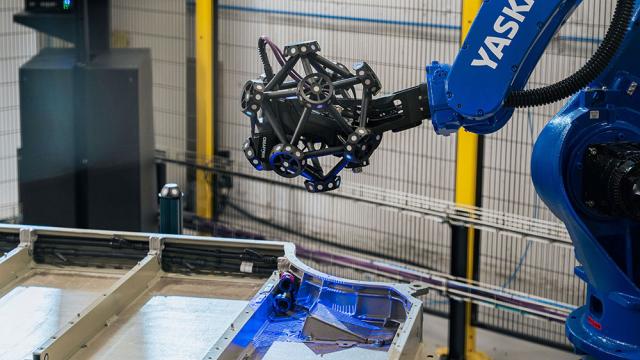
Creaform
High-mix manufacturing has become the norm. Production lines are expected to produce more part variants in smaller batches and at a faster pace than ever before—all while maintaining very high quality.
To keep up, many manufacturers turn to automated quality control (AQC). Robots and 3D scanning…

NIST
As we celebrate the United States’ 250th anniversary this year, NIST experts have been working to preserve our nation’s history for the next 250-plus years. Among other historic preservation efforts, NIST engineers and scientists created a bespoke time capsule with artifacts from around the country…

Allen Yeung
As a significant portion of the experienced manufacturing workforce approaches retirement, companies face the critical threat of losing undocumented tribal knowledge. Veteran operators possess decades of hard-won, job-specific insights that rarely exist in paper manuals or corporate file systems.…

Sabine Terrasi
Inbound receiving operations (aka goods-in) in the electronics industry are under increasing pressure.
Countless components from a wide range of manufacturers arrive with constantly changing label layouts, multilingual markings, and ever shorter throughput times. What once could be managed…

Kate Zabriskie
When people hear the word innovation, they often think of groundbreaking products, disruptive technologies, or revolutionary ideas. But not every improvement needs to reinvent the wheel. Small changes might seem insignificant at first, but their cumulative effect can be transformative.
Improved…

Gleb Tsipursky
The office lights are on, but plenty of seats stay empty. Employees have heard the policy, nodded at talking points, and then organized their week around what helps them live well. That quiet opt-out shows up in badge data and calendar behavior, and it’s reshaping how leaders must think about…
Harish Jose
In this article I’m looking at Shunryū Suzuki’s beginner’s mind in Zen and Heinz von Foerster’s ethical imperative. Readers of my blog know that I love connecting the dots often in seemingly varying fields.
Suzuki said something useful: “In the beginner’s mind, there are many possibilities. In the…