All Features

Bhuvan Yadav
False rejects quietly impede manufacturing efficiency, yet most quality teams treat them as an acceptable cost. This article examines why they persist, what makes them hard to eliminate with conventional systems, and how AI-based visual inspection is helping plants address the root cause.
The…
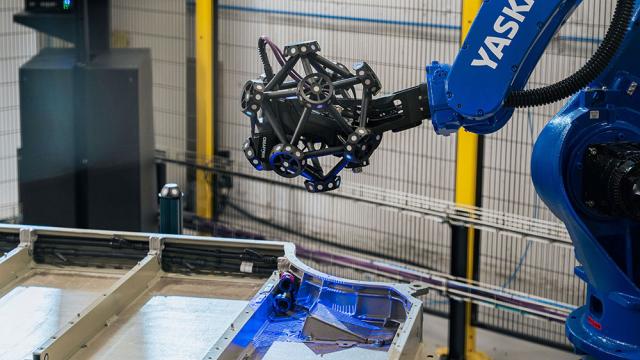
Creaform
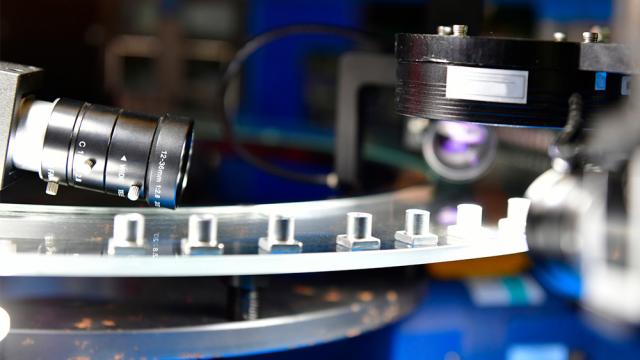
High-mix manufacturing has become the norm. Production lines are expected to produce more part variants in smaller batches and at a faster pace than ever before—all while maintaining very high quality.
To keep up, many manufacturers turn to automated quality control (AQC). Robots and 3D scanning…

NIST
As we celebrate the United States’ 250th anniversary this year, NIST experts have been working to preserve our nation’s history for the next 250-plus years. Among other historic preservation efforts, NIST engineers and scientists created a bespoke time capsule with artifacts from around the country…

Sabine Terrasi
Inbound receiving operations (aka goods-in) in the electronics industry are under increasing pressure.
Countless components from a wide range of manufacturers arrive with constantly changing label layouts, multilingual markings, and ever shorter throughput times. What once could be managed…

Neerav Singh
Audit week has a way of revealing gaps that stay invisible during normal operations. Your methods are sound, and your data look clean. Then the assessor asks for the calibration certificate on the torque wrench used last Tuesday, and someone heads off to find it.
That small gap, a record that…
Oak Ridge National Laboratory
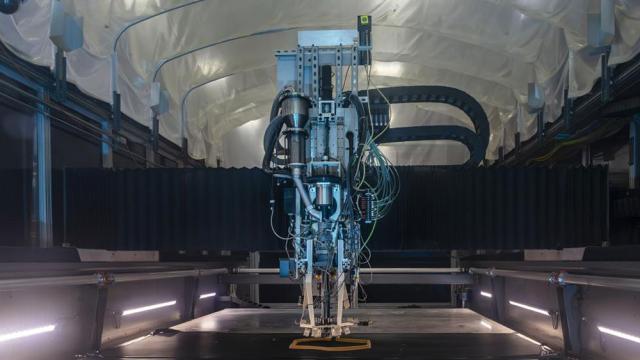
Researchers at the U.S. Department of Energy’s (DOE) Oak Ridge National Laboratory (ORNL) have created a new tool that can catch and correct potential mistakes in real time while 3D-printing large plastic parts.
The automated system could help U.S. manufacturers produce large, custom parts with…

David Isaacson
Quality Digest recently spoke with David Isaacson, the executive director of portfolio marketing at Octave. Besides his work on marketing strategies, he also helps people manage, understand, and better control their operations with software solutions that protect industry assets and people while…

Paul Hanaphy
Artec 3D is best known for professional 3D scanners. So it may come as a surprise that the company also offers a low-cost, accessible solution: AI photogrammetry.
Available via an Artec Studio Lite subscription or the full version of Artec’s flagship software, Artec Studio Pro, this feature is a…

Mike DeCapua
Hydroelectric generators are used to generate power in many parts of the United States. One of their interesting details is that despite how massive they are—a typical 5–20 MW generator can measure 8–12 ft in diameter and weigh about 50 tons—they are built to extremely demanding tolerances.
My…

Ray Chalmers
Established in 1995, Quality Manufacturing Corporation is a fabricator that offers services from prototype conception to large-scale OEM production. The company has earned a solid reputation for producing high-quality components at competitive price points while maintaining a customer-focused…

Ilnar Galiullin
Valve’s new Steam gaming controller is here—10 years after the original model. It sold out quickly, reviews are everywhere, and Valve is already managing demand through a reservation queue.
At first glance, a consumer gaming controller might seem to have little to do with industrial robots and…
Paul Hanaphy
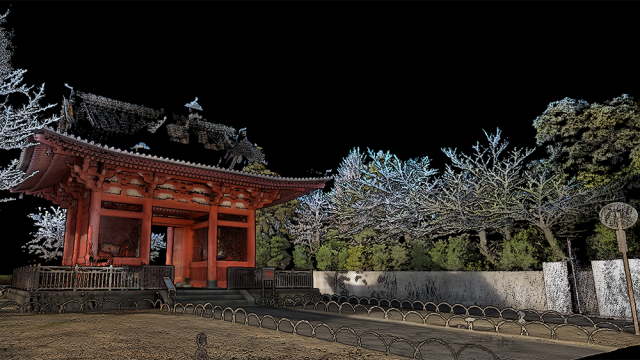
Recently we were tasked with scanning Odawara Castle, a massive heritage site in Japan, including every detail from courtyards and buildings down to a drawbridge and individual rivets on castle gates.
Odawara Castle was built more than 500 years ago, with fortifications first erected during the…

George Schuetz
Just like the people who use them, gauges should have periodic physical examinations. Sometimes, gauge calibration is needed to identify the seriousness of a known problem, and sometimes it uncovers problems you didn’t know existed.
But as with a human exam, the main reason for the annual checkup…
IDS Imaging Development Systems
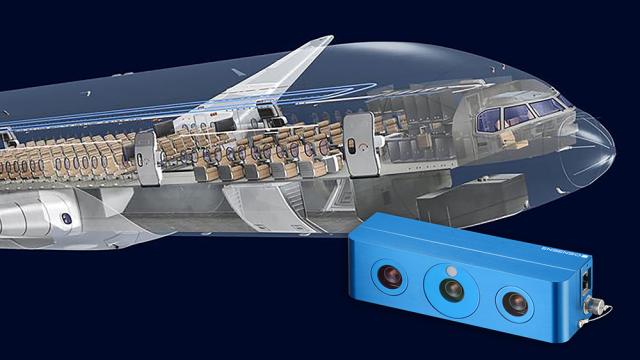
In modern aircraft production, precision is everything. Every hole and every fixing point must be precisely positioned to ensure safety and quality.
As part of the DiCADeMA project (Digital Cabin Architectures and Design for Manufacturing) led by the German Aerospace Centre (DLR), a novel…

Jeff Dewar
Our video producer Chris Smith almost watched the Artemis II launch in person. He drove to Kennedy Space Center with all his fancy gear, along the way got stuck in the snow twice—in Texas, of all places—and then NASA scrubbed the launch and rolled the rocket back for repairs. So Chris drove back to…

Megan King
Torque wrenches—and the people who use them to build and maintain planes—are unsung heroes of the skies.
Torque wrenches measure the force that causes an object to rotate. Aircraft mechanics use torque wrenches to ensure that bolts and fasteners on planes are correctly tightened. Without them, a…
Jeff Dewar
The next Coordinate Metrology Society Conference (CMSC) takes place July 20–24, 2026, at the Fairmont Dallas in Dallas. If you want to know why it matters and who might be there, read on.
There’s a moment, familiar to anyone who works in metrology, when someone outside the field asks what you do…
Megan Wallin-Kerth, Shaun Wissner
Hexagon is showcasing innovation in metrology with the launch of APOLLO, a platform designed to predict failures in CMMs and machine tools before quality and production schedules are affected. This technology highlights the shift from reactive to predictive metrology, saving teams from significant…

NIST
The time had come to open the envelope. But Stephan Schlamminger, a physicist at the National Institute of Standards and Technology (NIST), wasn’t sure he wanted to know the secret number that was inside.
For the past 10 years, Schlamminger had spent most of his working hours trying to measure a…

Megan Wallin-Kerth, Kevin Atkins
Quality Digest interviewed Kevin Atkins, product manager for Geomagic Freeform at Hexagon’s Manufacturing Intelligence Division. Atkins has more than 25 years of experience in 3D modeling and sculpting. His understanding of organic design not only helps in development and management of Geomagic’s…

Quality Digest
When the Coordinate Metrology Society (CMS) gathers for the 42nd annual conference this July in Dallas, one of the most anticipated talks won’t be about machining tolerances or inspection gauges but the cosmos itself. Sandrine J. Thomas, associate director for Summit Operations at the Vera C. Rubin…
Abdullah Al Masum Jabir
In high-volume manufacturing, inspection often struggles to keep pace with production. That challenge becomes even greater when the material itself is naturally variable and the defects aren’t always easy to define consistently. In one high-volume manufacturing environment producing about 20,000…

Ben P. Stein
The modern metric system—known as the International System of Units, or SI—is a model of consistency and logic. But in some cases, the logic seems to break down.
In this article, we’ll explore some of these quirks and why they (mostly) make sense at the end of the day (or approximately 86,400…

Artec 3D
What would you do if a 240-kg iron rock older than the Earth landed outside your house?
While you ponder the many exciting possibilities, Replicad engineer Jaap Termeer has created a superrealistic digital twin of the meteorite. Such a scanning scenario is uncommon, even for 3D professionals. So…

George Schuetz
In various industries (or in your shop), there are numerous parts that make use of very small holes. A dozen examples could be listed, but the most common include aerosol cans, needles for delivering fluids and medicines, fuel-injection nozzles, and simple fixed restrictors used to control liquid…