Content by Rip Stauffer

Wed, 04/12/2023 - 00:03
A couple of years ago, my wife decided to surprise me by taking me over to our local Tesla dealership so I could test drive a Tesla. We put a deposit down to hold our place in line, and two months later took delivery of a Model Y Performance. I…
Tue, 09/18/2018 - 12:00
I must admit, right up front, that this is not a totally unbiased review. I first became aware of Davis Balestracci in 1998, when I received the American Society for Quality (ASQ) Statistics Division Special Publication, Data “Sanity”: Statistical…
Wed, 06/06/2018 - 12:03
A lot of people in my classes struggle with conditional probability. Don’t feel alone, though. A lot of people get this (and simple probability, for that matter) wrong. If you read Innumeracy by John Allen Paulos (Hill and Wang, 1989), or The Power…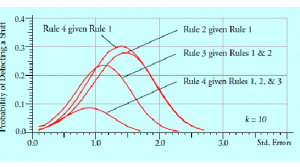
Mon, 10/09/2017 - 12:03
How do extra detection rules work to increase the sensitivity of a process behavior chart? What types of signals do they detect? Which detection rules should be used, and when should they be used in practice? For the answers read on.
In 1931, …