
The Weibull distribution is a continuous probability distribution often used in reliability analysis to model time-to-failure and product lifespans.
It has applications in engineering, medicine, energy, and insurance. It’s also good at describing survival statistics, such as survival times after…
All Features

Hilke Plassmann, Paulo Albuquerque
A food company spends months and significant budget on consumer research before launching a new product. The survey scores are strong, so the store managers stock it. Six months later, the product is quietly pulled from the shelves. The consumers who said they would buy it didn’t.
This pattern—…

Luca Ziveri
A line operator in a chemical packaging plant notices a torque inconsistency on a capping head. The deviation is within tolerance on the individual reading, but the operator has seen this pattern before; it usually precedes a run of out-of-spec caps over the next two shifts. He would normally flag…

Greg Rankin
As pharmaceutical manufacturers push toward lower detection limits, tighter impurity thresholds, and faster development cycles, elemental analysis has become a more critical part of quality and compliance.
Regulatory frameworks such as U.S. Pharmacopeia (USP) <232>, USP <233>, and…

Chip Bell
When Odysseus went off to fight the Trojan War, as reported by Homer in The Odyssey, he didn’t take along his wet-behind-the-ears son, who was destined to be heir to his throne.
Concerned about who would give his son “kinging skills,” he chose an old family friend, Mentor, to be Telemachus’…

Neerav Singh
Audit week has a way of revealing gaps that stay invisible during normal operations. Your methods are sound, and your data look clean. Then the assessor asks for the calibration certificate on the torque wrench used last Tuesday, and someone heads off to find it.
That small gap, a record that…

Stephanie Ojeda
In the larger organizations I worked for as a quality leader, supplier auditing was almost always calendar-driven. Sometimes supplier audits happened once a year; in other places, they might happen twice. I’d build the schedule to accommodate that, and the system would just run.
Over time, I…

Aity Ritesh Raj
FDA inspectors don’t just check your records. They bring their own thermometer.
And when their reading doesn’t match six months of logged data from the sensor on your cold room wall, the honest explanation is one nobody wants to say: The monitoring system was compliant; the measurement just wasn’t…
Oak Ridge National Laboratory
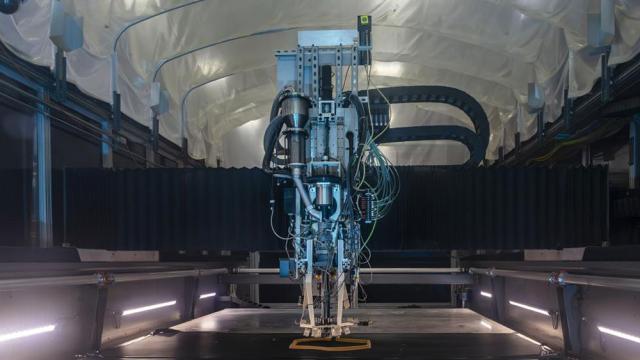
Researchers at the U.S. Department of Energy’s (DOE) Oak Ridge National Laboratory (ORNL) have created a new tool that can catch and correct potential mistakes in real time while 3D-printing large plastic parts.
The automated system could help U.S. manufacturers produce large, custom parts with…

David Isaacson
Quality Digest recently spoke with David Isaacson, the executive director of portfolio marketing at Octave. Besides his work on marketing strategies, he also helps people manage, understand, and better control their operations with software solutions that protect industry assets and people while…

Seb Murray
Industrial robots don’t just shape pay today. Research from Pinar Yildirim, a Wharton professor of economics and marketing, shows they also make workers less likely to move into higher-paying occupations, cutting expected lifetime earnings.
“Workers aren’t necessarily losing their jobs, and it…

Rebecca Okamoto
Think fast: What’s the No. 1 rule of troubleshooting?
Get to the root cause. It’s the foundation principle drilled into every problem solver: Find the underlying cause for a problem—not just a symptom or contributing issue—then fix it.
But what if getting to root cause and fixing it is the exact…

Mike Figliuolo
Focusing on metrics is key to achieving your desired business results—but it can be difficult to determine which metrics actually matter. There are five major questions you need to answer to ensure the metrics you’re measuring matter, and that you can take action based on what they tell you.
Some…

Paul Hanaphy
Artec 3D is best known for professional 3D scanners. So it may come as a surprise that the company also offers a low-cost, accessible solution: AI photogrammetry.
Available via an Artec Studio Lite subscription or the full version of Artec’s flagship software, Artec Studio Pro, this feature is a…
Gleb Tsipursky
The most charming AI model may be the one most likely to mislead you. That’s the uncomfortable reality behind the latest fight over Claude, ChatGPT, and Grok. Users tend to reward conversational polish—the model that sounds warmer, writes cleaner sentences, follows tone instructions, and feels less…

Patrick Gale
Hospitals continue to face increasing financial uncertainty as healthcare reimbursement rates shift and margins tighten.
Medicare reimbursed hospitals at just 83 cents on the dollar in 2024, driving more than $100 billion in underpayments. At the same time, rising labor, supply, and technology…

Arysha Alif Khan
Chemical manufacturing employs roughly 500,000 people in the United States. According to the Bureau of Labor Statistics, workers in that sector noted a total recordable incident rate of 4.2 in 2024, compared to the all-industry average of 3.2. That’s a 32% gap, and it has resisted decades of…

Mike DeCapua
Hydroelectric generators are used to generate power in many parts of the United States. One of their interesting details is that despite how massive they are—a typical 5–20 MW generator can measure 8–12 ft in diameter and weigh about 50 tons—they are built to extremely demanding tolerances.
My…
Adam Zewe
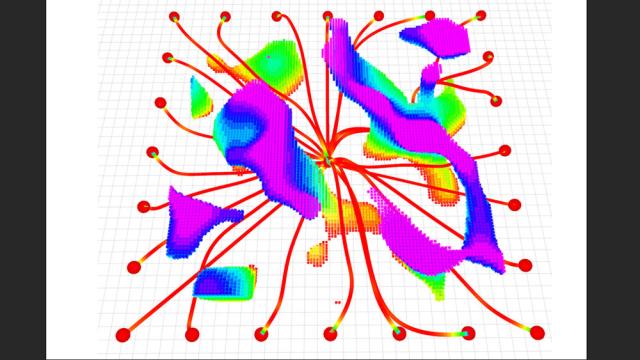
In the aftermath of a devastating earthquake, unpiloted aerial vehicles (UAVs) could fly through a collapsed building to map the scene, giving rescuers information they need to quickly reach survivors.
But this remains an extremely challenging problem for an autonomous robot, which would need to…

Lexi Sharkov
When a training matrix is built and managed correctly, it’s the backbone of compliance. It ensures that every employee knows how to perform their job and creates the traceability auditors love to see.
The problem is that it doesn’t take much for a training matrix to spiral out of control. What…

Takeisha Wright
A CAPA investigator opens an AI-enabled quality management system and asks for potential root causes. The system produces several plausible explanations, summarizes similar historical events, and recommends corrective actions. The investigator reviews the suggestions, selects one, and closes the…

Alexandra Vazquez
A lot of computerized maintenance management system (CMMS) rollouts fail quietly. It’s a common scenario: The software is installed, technicians are logging hours, and the digital work orders are flowing. On the surface, the implementation was a “success.” But when the VP of operations asks for a…

Philip M. Parker, Rositsa Genovska
Meta has lost more than $80 billion on Reality Labs trying to build a virtual world from scratch. On the other hand, Roblox lets its users build the world themselves, scaling past 150 million daily active users and a market capitalization above $30 billion (at the time of publication). Same sector…

Eric Franco-Velez
ISO 9001:2026 is in its final development stage. The final draft international standard (FDIS) has been submitted for ballot, and publication is expected in September 2026. That gives certified organizations approximately three years to make the transition—with a deadline that currently points to…

Etienne Nichols
The U.S. Food and Drug Administration’s April 2, 2026, warning letter to Purolea Cosmetics Lab is making the rounds, mostly under some version of “FDA cracks down on AI in manufacturing.”
That’s the wrong way to read this. If you build medical devices, treating this issue as an AI story will cause…