
Mon, 06/01/2020 - 12:03
Social Sharing block
All articles in this series
Body
Setting the process aim is a key element in the short production runs that characterize the lean production of multiple products. Last month in part one we looked at how to use a target-centered XmR chart to reliably set the aim. This column will describe aim-setting plans that use the average of multiple measurements.
|
ADVERTISEMENT |
The necessity of process predictability
All effective aim-setting procedures will be built upon the notion of a process standard deviation. Some estimate of this process dispersion parameter will be used in determining the decision rules for adjusting or not adjusting the process aim. When a process is operated predictably this idea of a single dispersion parameter makes sense.
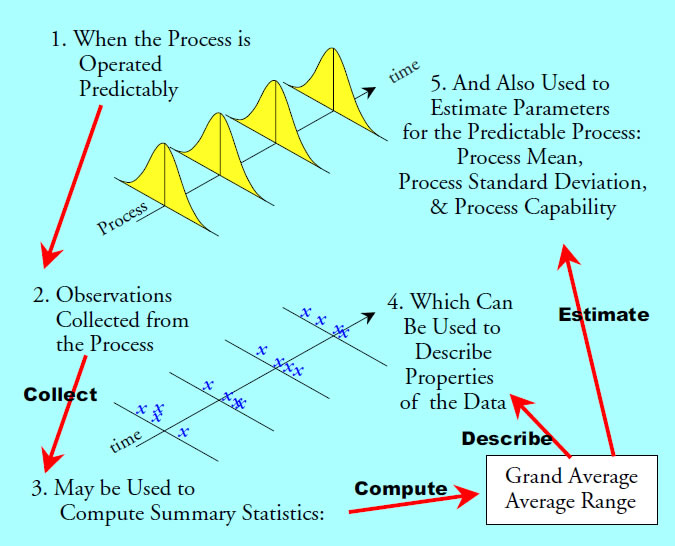
Figure 1: When statistics serve as estimates
…
Want to continue?
Log in or create a FREE account.
By logging in you agree to receive communication from Quality Digest.
Privacy Policy.
Add new comment