Social Sharing block
Single minute exchange of dies, or SMED as it’s commonly known, is defined as “the time elapsed between when the last good piece of product A comes off and the first good piece of product B starts.” SMED is probably one of the most important lean manufacturing tools, if not the most important, for enabling just-in-time (JIT) production.
|
ADVERTISEMENT |
Figure 1 below depicts the SMED concept.
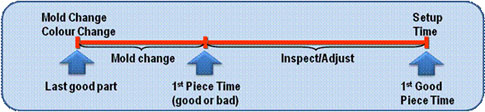
Figure 1: Single minute exchange of dies (SMED)
Why do we need SMED?
With lean manufacturing and JIT, we aim to reduce waste within the system. The Toyota Production System (TPS) further defines this waste as muda (nonvalue-adding), mura (unevenness), and muri (overburden). SMED tackles all of these waste areas, but its greatest strength is in helping us eliminate mura. This is particularly true when working with small batches where a greater number of change-overs is the norm.
…
Comments
SMED practices
I've seen many interesting - and significantly time reducing - SMED examples in plastic moulding and metal-working industries, where moulds are pre-assembled and pre-heated, and dies pre-set. yes I honestly admit it's quite difficult for me to see it applied to HR. It's a question of vision, for sure, but would it mean that companies would be ready to switch manpower and technicians or leader as manfucaturing or a project goes on? Your point of view is very challenging, may be too advanced at present.
Add new comment