Thu, 05/07/2009 - 12:49
Social Sharing block
Body
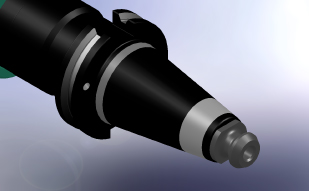
Is your toolholder showing wear in the areas indicated on the toolholder shown?
We’ve been asking this question for some time now, and we know the answer. Normally, close inspection of the tapered area will show a difference in finish at the threaded area a|
|
…
Want to continue?
Log in or create a FREE account.
By logging in you agree to receive communication from Quality Digest.
Privacy Policy.
Add new comment