Mahr
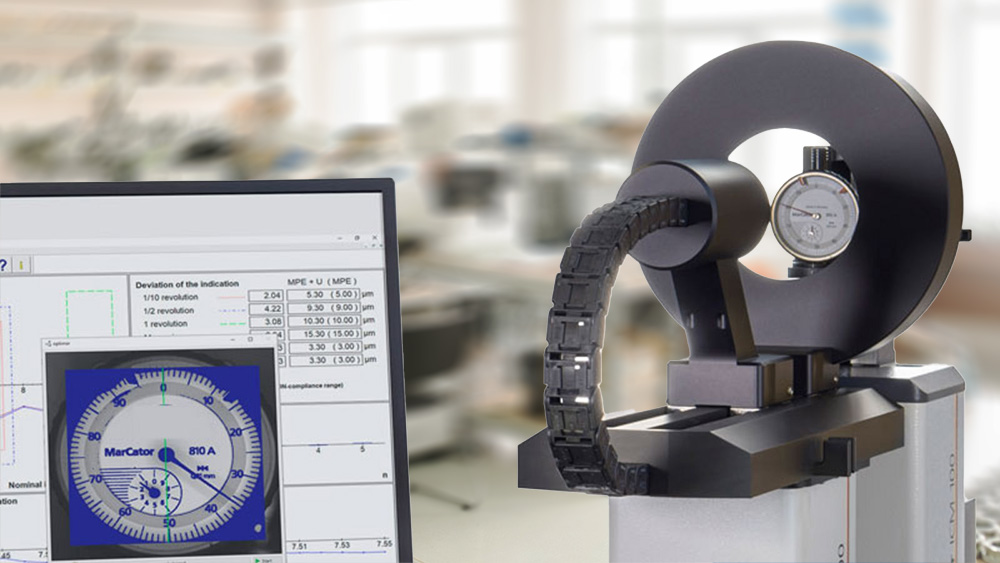
Systems exist that can “read” a dial indicator and capture its values.
Social Sharing block
All gauging equipment must be calibrated periodically to ensure it can perform the job for which it’s intended (i.e., measuring parts accurately).
|
ADVERTISEMENT |
This is true for every hand tool or gauge used in a manufacturing environment that verifies the quality of parts produced—from calipers and micrometers to dial indicators and electronic amplifier systems that measure to submicrons. This has always been necessary for maintaining quality. But there are additional, external reasons to establish and maintain a regular program of gauge calibration—customer requirements. Companies now routinely demand that suppliers document their quality efforts from start to finish.
Some large companies with thousands of hand measuring tools, dial/digital indicators, and comparators can cost-justify hiring or training specialists in gauge calibration methods and supplying them with equipment and resources to perform virtually all calibration duties in-house. However, dial and digital indicator or comparator calibration can be a very time-consuming and operator-intensive process.
…
Comments
Thank you for the article. …
Thank you for the article.
What does the graph illustrate and the relevance to the article? Please can you tell us.
Add new comment