
Social Sharing block
For many hundreds of years, “If it ain’t broke, don’t fix it” has summarized the predominant approach to process operation. From the physician’s admonition to do no harm, to the slightly more positive aphorism that the squeaky wheel gets the grease, there is a common theme of differentiating between those things that need to be attended to and those that don’t. When your process is in trouble, then you should do something about it. But when your process is operating OK, then leave it alone.
|
ADVERTISEMENT |
In production, the most common definition of trouble is “too much nonconforming product.” The common picture that comes to mind is that of Figure 1. Here, the process average is satisfactory, but the variation about the average is the problem. With these specifications, you’ll have to reduce the process variation to reduce the amount of nonconforming product.
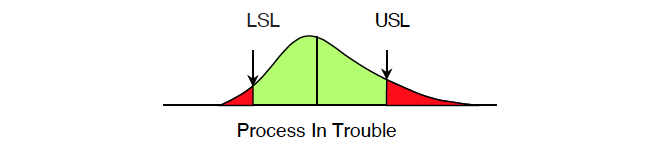
Figure 1: Traditional concept of trouble
…
Comments
Reducing variability
Great article Donald! Reducing the spread of an in-control process often pays big benefits. Too often allowable process variability is the result of what engineers accept at what the process is “capable of” without focusing on the inherent variability in addition to assignable “shifts and drifts”. As a teenager watching drag racing, it was apparent that cars that had tightened the tolerances out performed the others by a wide margin. In adult life, I worked with medical device companies whose reduced “natural variation” were recognized by doctors in operations and recovery of their patients.
Masterful Column
Another fabulous article with the imparted knowledge based upon a complete mastery of the subject both from a theoretical and practical perspective.
Thank you Sir!
If It Ain’t Broke…Improve it
Another masterful article and learning from Don Wheeler. Dr Deming always loved his discussions with Dr Wheeler and this commentary is a perfect example of why. Thank you Don for this gem. Hazel Cannon, The Deming Forum
process behavior
Excellent article Dr. Wheeler!
I really like the way you explained and related the concept to Entropy...
"Process behavior charts" is a much better term than "control charts"....
Thank you
al
Thank you, Dr. WHEELER!
Dear Dr. Wheeler,
Thank you for your articles and insights in explaining complex topics in an accessible way.
Add new comment