IDS
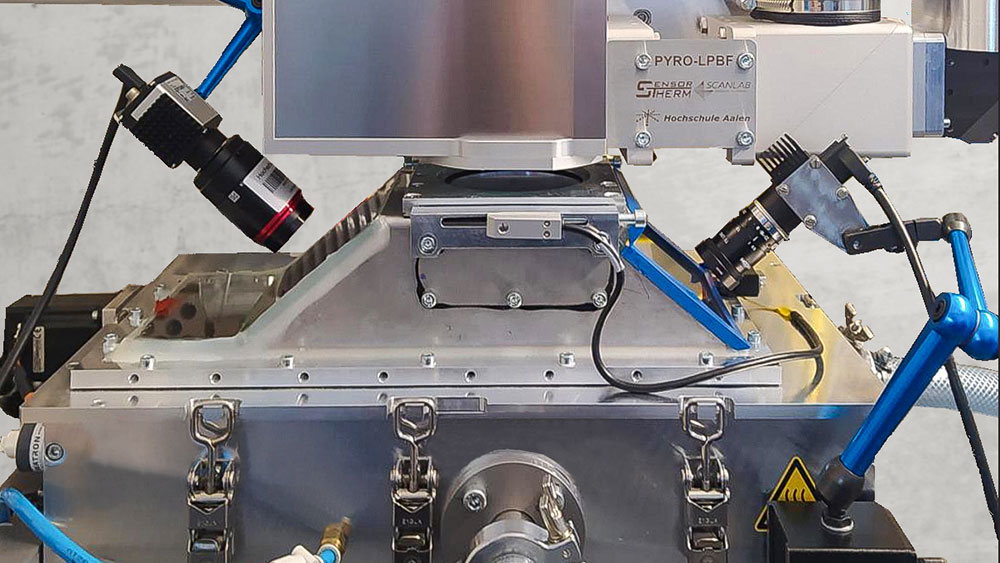
Test setup for additive manufacturing with IDS cameras U3-3040CP-C-HQ Rev.2.2 and U3-3990SE-M-GL Rev.1.2.
Social Sharing block
Powder bed-based laser melting of metals (PBF-LB/M) is a key technology in additive manufacturing that makes it possible to produce highly complex and high-performance metal components with customized material and functional properties. Used in numerous industries from aerospace and medical technology to the automotive industry, this technology is a groundbreaker for future manufacturing. Advances in process monitoring and control are crucial to increasing the quality, reproducibility, and efficiency of this manufacturing process.
|
ADVERTISEMENT |
A key challenge is the precise analysis of the layer-by-layer laser melting process, which has a decisive influence on component quality. As part of research into increasing process stability and efficiency, students and scientific staff at the Laser Application Center (LAZ) at Aalen University are conducting a global, dynamic observation of the PBF-LB/M process. In the context of high-speed process control with temperature feedback, phenomena such as spatter and smoke formation, solidification behavior, and the safe movement of mechanical components during additive manufacturing are investigated.
…
Add new comment