Social Sharing block
 With the ever-growing demands of energy, the demands on high value-added vessels, such as container vessels, liquefied natural gas (LNG) carriers, and crude oil carriers, have skyrocketed in recent years. As of 2006, shipbuilding orders received by South Korean shipbuilders accounted for 42 percent of the global shipbuilding market (totaling 13.9 million compensated gross tons [CGT], according to Clarkson).1 Shipbuilders are not hesitating to bring new ideas, concepts, and instruments to their production lines. Since 2005, the growing demands for high-precision instruments (i.e., large-scale metrology) under nonideal working environments (i.e., outdoor and indoor, dusty, fumes and gases, large part sizes, etc.) have increased. Shipbuilders are looking for better solutions than conventional survey-type methods or instruments. Adapting new technologies may require some degree of integration work and research and development, but the total return will be much greater than originally anticipated.Also, customers are not only looking at the product price, but product quality and reliability. An example is the devastation caused by Hurricane Katrina that swamped the southern United States more than two years ago. In the affected area are many gas and oil drilling ships and platforms. Only those platforms built with quality and precision endured the severe hurricane-force winds.
With the ever-growing demands of energy, the demands on high value-added vessels, such as container vessels, liquefied natural gas (LNG) carriers, and crude oil carriers, have skyrocketed in recent years. As of 2006, shipbuilding orders received by South Korean shipbuilders accounted for 42 percent of the global shipbuilding market (totaling 13.9 million compensated gross tons [CGT], according to Clarkson).1 Shipbuilders are not hesitating to bring new ideas, concepts, and instruments to their production lines. Since 2005, the growing demands for high-precision instruments (i.e., large-scale metrology) under nonideal working environments (i.e., outdoor and indoor, dusty, fumes and gases, large part sizes, etc.) have increased. Shipbuilders are looking for better solutions than conventional survey-type methods or instruments. Adapting new technologies may require some degree of integration work and research and development, but the total return will be much greater than originally anticipated.Also, customers are not only looking at the product price, but product quality and reliability. An example is the devastation caused by Hurricane Katrina that swamped the southern United States more than two years ago. In the affected area are many gas and oil drilling ships and platforms. Only those platforms built with quality and precision endured the severe hurricane-force winds.
Today, shipbuilding technology is no longer considered “low-tech” or a mere labor-intensive, construction-type task. It is becoming a very high-tech field. In this article, we will share the vast applications within the shipbuilding industry that require large-scale metrology, and their innovative solutions with iGPS systems to maximize product quality and profitability.
Shipbuilding in Korea
Shipbuilding is a labor-intensive process, and most of its processes are done manually. In previous years, the labor cost in Japan was extreme compared to other areas in the world. People were looking for alternative solutions, i.e., better productivities and cost factors in the process. The merits of South Korea include reasonable labor costs and a quality of goods that the customer can count on.2
As of 2006, a total booked order in CGT that South Korean companies received was close to 40 million CGT.3 This is close to 42 percent of the global shipbuilding market, as seen in table 1. This table summarizes high-ranked shipbuilding companies in terms of their capacity.
|
|
Total amount (CGT) |
Built increment from 2000 to 2006 (X,Times) |
|||
|
Rank in the world |
Company |
Country |
Year 2000 |
Year 2006 |
|
|
1 |
Hyundai Heavy Industry |
South Korea |
2,395,000 |
13,390,000 |
18 |
|
2 |
Samsung Heavy Industry |
South Korea |
1,045,000 |
9,460,000 |
11 |
|
3 |
DSME (DeaWoo) |
South Korea |
1,235,000 |
7,500,000 |
16 |
|
4 |
Hyundai MPo |
South Korea |
474,000 |
4,230,000 |
11 |
|
5 |
Hyundai Samho HD |
South Korea |
257,000 |
3,040,000 |
8 |
|
6 |
STX |
South Korea |
N/A |
2,900,000 |
N/A |
|
7 |
Derun (China) |
China |
N/A |
2,810,000 |
N/A |
Table 1: Total CGT in the shipbuilding industry, 2000-2006 (Clarkson 2006)
For special ships such as gas or oil tankers and/or LNG carriers, 34.5 percent of all world orders are taken by South Korean shipbuilders.4
Departures from common conventions and adaptation of new innovations have contributed significantly to South Korea becoming the leading destination for the industry. The dock (where the ship is built) is a “must have” facility in the shipbuilding process. It requires a huge amount of land, a factory, money, and related maintenance efforts. Also, it is the bottleneck to producing more ships. New, “dock-less” concepts such as “floating docks,” and the associated necessary required skills to implement such concepts, have established South Korea in the lead position in the shipbuilding world.
 |
|
Figure 1: Shipbuilding productions of top seven companies in the world |
As seen in figure 1, the growth of the market in the shipbuilding industry has increased since 2000. The growth in demands and number of built ships continues from the last two decades, along with increasing energy demands from many developing countries. As of 2006, the total shipbuilding capacity of South Korea exceeded that of Japan and other European nations, as seen in table 2.
|
World Shipbuilding Capacity (Based on OECD 2001 + Recent data) Unit: CGT |
|||
|
Year |
1998 |
2000 |
2006 |
|
Japan |
7,200,000 |
7,200,000 |
7,700,000 |
|
South Korea |
5,100,000 |
6,500,000 |
10,000,000 |
|
EU |
5,200,000 |
5,200,000 |
5,700,000 |
|
China |
1,100,000 |
1,400,000 |
2,200,000 |
|
ETC |
2,900,000 |
2,900,000 |
3,200,000 |
Table 2: Shipbuilding capacities
Shipbuilding process
The general shipbuilding process can be broken down as seen in table 3. The process starts from steel plates, from which bigger structures are built or assembled. Depending upon the size and weight of the semi-assembled parts, three assembly steps are allocated as small assembly, medium assembly, and large assembly. The final assemblies are called mega blocks.5
|
Steps |
Processes |
Key checking points |
|
1 |
Raw material cutting (laser or plasma cutting) |
Form processing, simple cutting |
|
2 |
Material welding and layout |
Alignment and layout |
|
3 |
Layout and marking |
Monitoring and inspection: vertical and horizontal angles |
|
4 |
Fitting and alignments |
Perpendicularity, gaps, level |
|
5 |
Welding |
Straightness, vertical and horizontal angles |
|
6 |
Bending |
Form measurement, alignments |
|
7 |
Yard and dry dock |
Leveling |
|
8 |
Assembly level setting |
Leveling |
|
9 |
Floating dock |
Feature measure and join |
|
10 |
Mega block |
Feature measure and join |
Table 3: Shipbuilding processes
As an example, sections of an LNG ship can be built into several mega blocks independently, and then they are joined to each other to form the completed ship, as seen in figures 2 and 3.
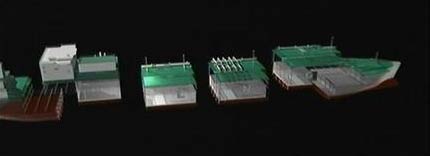
Figure 2: Sections of the ship (mega blocks)

Figure 3: Completed LNG
Applications and implementations
The current shipbuilding process can be improved by implementing modern measurement technologies. Time saving in one process does not always result in overall time savings because many of the processes are tied to each other. If one or more processes are not ready, all other processes must be suspended until all previous associated processes have caught up. Therefore, reducing cycle time on selected operations is not beneficial in terms of overall time and cost. An ideal way to achieve these benefits would be a total factory-level implementation, spanning multiple processes. A two-year development partnership cooperative involving a major South Korean shipbuilder and Metris has just been completed. The result has been to identify and understand shipping processes and to identify its critical problems with conventional practices.
As an initial step, the shipbuilder selected and implemented a Metris indoor GPS (iGPS) as a large-scale metrology system for their steel-plate-shaping processes. One of basic steps to build the ship is handling and forming the 3-D contour shape of each steel plate section, which varies in size from 3 feet to 30 feet in width, and 3 feet to 100 feet in length.
This is a completely manual process and is carried out using powerful hand-held blowtorches and water to cool down the work pieces. A steel tape (ruler) or a theodolite was used to quantify 2-D measurements (length). The theodolite is an instrument for measuring both horizontal and vertical angles, as used in triangulation networks. The process normally took up to four hours to collect and process data.
The process is highly dependent on workers’ skills and expertise to produce the correct shapes and contours. A major limitation in the conventional practice was the inability to produce 3-D data and provide analysis in real time. All measurements and analysis were done in 2-D space; length or distance. For the contour shape, a reference wooden fixture was used for each section of the steel plates. The inaccuracy of produced or processed parts, time losses, and reworks on semi-assembled parts heavily reduced the overall efficiencies in the process.
The working environment of each of the processes are not environmentally friendly; in some cases, workers have to wear heavy-duty protective gear with a build-in air-circulation system to maintain a stable body temperature and to protect them from metal debris. Therefore, the choices of high-precision instruments are limited. Instruments must endure and function under extreme conditions—paint and metal particles, fumes, intensive heat, and light (arc) from the welding process are all conditions under which the instruments must function. Metris’ iGPS was tested under those environments and confirmed to be capable of fulfilling the criterion.
The steel curvature or contour process is one of the core tasks, and it directly affects the quality of the end product. The ship is made of several thousand pieces of these plates or sections. Methods of inspection include the following: 3-D surfaces (or contours), comparison to CAD nominal surfaces, and the marking of positions for cutting lines. All of these methods require accuracies of less than a few millimeters. Figure 4 shows a typical shape of the part.
iGPS transmitters are placed to cover the entire part within the working space. The number of transmitters varies depending on the required accuracy and environmental conditions. The typical working zone is 50 meters to 100 meters by 100 meters to 400 meters. After defining and confirming a cell for a specific task, iGPS transmitters are strategically placed to provide redundancy during actual operation. It is designed so that system operators are workers with minimal training, not highly trained specialists. The process of design and implementation may require many man hours and a high degree of effort, but more importantly, the focus needs to be on who will operate the equipment and how they are going to use the equipment in their tasks in real time. Based on the types of measurement requirements, iGPS could provide solutions in flexible ways; fixed and hand-held or by combining different types of receivers.
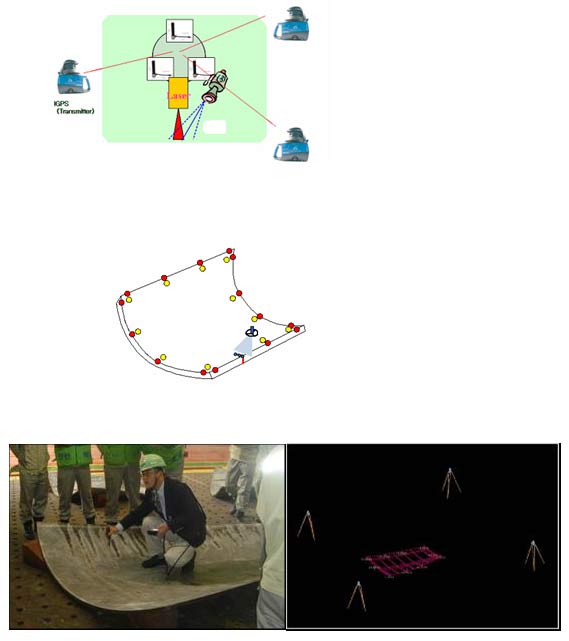
Figure 4: Four applications for curved small panel
Once all small assembly parts are ready, each piece will be aligned and welded to form medium assemblies. Assembled parts will get heavier and bigger, until the big assembly process level is reached, at which time each part weight can weigh in excess of 200 tons. Specially designed cranes and safety systems are used to move and align two or more big assembly parts. Due to the size, length, and other operation-related limitations (i.e., vibration, visibility or line of sight, and environmental problems), it was not an easy process to complete the joining of the two large parts in high-tech ways. The next process is called mega block assembly, as seen in figure 5.
Figure 5: Final assembly processes on the dry dock
Critical tasks include level, dimension, gap between two assembling parts, and perpendicularity. The shipbuilding process is tied to many other processes such as a mesh network. The installation and maintenance of any precision instrument is a critical factor. During the initial adaptation and implementation process, design and manufacture of instrument components specific to the shipbuilding applications (i.e., sensors, receivers, etc.) were required.
The benefits of using large-scale metrology
In this article, activities between the major shipbuilder and Metris were introduced. It is a joint effort to understand applications and to improve those processes. Based on a huge number of applications and implementations, these efforts over the last two years have proved to be just the beginning. The shipbuilding industry has similar characteristics compared to other building and construction industries. However, it differs distinctly in its processes and concepts. Depending on the size of a ship, the average time taken for a complete vessel construction is in the order of approximately five days. This is an extraordinary achievement when one considers the complexities and enormity of the shipbuilding process.
The consideration and selection of large-scale metrology is a difficult process. However, here is a list of key factors:
- Ease of use; designed for nonmeasurement specialists
The system shall be designed for operators with little or no previous measurement experience. Consequently, the customer does not need a highly specialized operator to use the system. This means that selected forms of large-scale metrology have lower training and operating labor costs compared to others. - Speed; point-and-click real-time data collection
A system operator can collect a 3-D point in real time by simply placing the measurement tip on the point and hitting a save button or trigger. The user will have feedback on the point position. - No moving or leapfrogging; covers entire object with ONE setup
The system covers the entire measurement object in one setup. In addition, any leapfrogging will dramatically reduce the accuracy. Ideally, large-scale metrology will not require the user to move anything, thereby greatly improving the speed and accuracy of data collection. - Permanent installation possible; always on, no setup required
When installed in a permanent location, selected large-scale metrology solutions are "always on" and require NO setup. The user simply picks the measurement probe of choice and starts collecting data. Most other systems require a significant amount of setup time—the instrument must be physically set up, the measurement object may need to be prepared, and instrument must warm up to ambient temperatures. - Unlimited number of users/receivers; easily and inexpensively add operators
Selected large-scale metrology solutions will support an unlimited number of users or receivers with the same transmitters. This allows the customer to easily add operators for difficult jobs, or to speed up the data-collection process. - High accuracy in large volumes; down to 0.2 mm over 50 meters
- Ruggedness; not as sensitive to environmental factors
Selected large-scale metrology solutions can be used both indoors and outdoors in all kinds of environmental conditions. The system was developed for use in typical construction environments that can have dust, rain, and high/low temperatures. - Flexibility and expandability; system may be split into two or combined
The selected components (i.e., transmitters and receivers) may be split up into different systems or combined, depending on the application. The customer may permanently install four transmitters and have two that are portable. The portable transmitters could be used either in the fixed installation—by placing them on temporary tripods—or taken to the field. Furthermore, the receivers may be used with either group of transmitters. The customer may also easily add additional transmitters and receivers at any time to expand the overall system capabilities.
Key components of iGPS
- Laser transmitters
The transmitters function to create the indoor GPS reference system. They are analogous to the constellation of satellites that create the Global Positioning System for outdoor applications. The transmitters are typically mounted in fixed positions for permanent installations. When used in a fixed environment, the transmitters may be switched on just like a set of lights—there is no need for setup or calibration for each measurement session - Receivers
The indoor GPS system uses vector bar probes for many inspection and common reverse-engineering applications. Both vector bar probes have two embedded sensors aligned precisely to determine the position of the tip. The system measures the position of each sensor (X,Y,Z) and uses this information to project along a vector to the measurement tip, thus determining the tip position (X,Y,Z). The vector bar probe may be used by an operator to take manual measurements. The collection of a single point will only take a few seconds. - Receiver hub and controller
The user plugs the vector bar into a receiver hub. This receiver hub sends data with a wireless radio (2.4Ghz) to a workstation for data collection. In addition, the user may also store data on the hand-held controller unit.
Acknowledgements
We were fortunate to work among a group of talented and dedicated colleagues at Samsung Heavy Industry in South Korea. The authors would like to thank Dr. Young-Jun Park, Dr. Doo-Jin Choi, Sung-Han Kim, and all members who assisted in the planning and execution of projects.
References
1. Kim, D. H., Shipbuilding Future: Fusion Ships in Korea, Chosun Ilbo, news.chosun.com/site/data/html_dir/2007/05/03/2007050300003.html, May 2007.
2. Cho, C. H., Shipbuilding Industry Potential As a Hub Business Case, Hyundai Heavy Industry, 2002.
3. The Korean Chamber of Commerce and Industry, Shipbuilding Statistics 2006, monthly report, September 2006.
4. The Korean Chamber of Commerce and Industry, Shipbuilding Status and Prediction, monthly report, vol. 06-24, 2006.
5. “Take a Virtual Tour of SHI’s Geoje Shipyard,” Samsung Heavy Industry, www.shi-samsung.co.kr, 2007.
Add new comment