Social Sharing block
Error-Proofing Oil-Cap Assembly
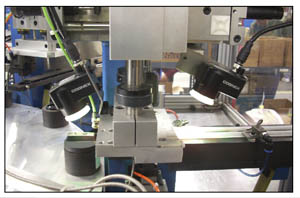 Two vision sensors are used at the station where caps are pressed onto the O-ring loaded on the assembly dial.
Two vision sensors are used at the station where caps are pressed onto the O-ring loaded on the assembly dial.
Supplying parts to the automotive industry leaves no room for error. That’s why Miniature Precision Components Inc. (MPC) uses three vision sensors to error-proof the automated assembly of oil caps at its Prairie du Chien, Wisconsin, facility. MPC’s four manufacturing plants generate approximately $167 million per year supplying the automotive and commercial industries with high-quality, injection-molded parts and assemblies.
“Machine vision has been a key component of our automation strategy for the last seven years,” says Shane Harsha, MPC manufacturing engineering manager.
An automated oil-cap assembly system is a case in point. MPC engineer Brian Champion recently augmented traditional tooling and sensor technology with Checker vision sensors from Cognex Corp. of Natick, Massachusetts.
The MPC oil-cap assembly system installs O-rings into thermoplastic caps, and then prints on top of the caps. After an O-ring is loaded onto the dial fixture, it indexes to the second station. There, another in-line conveyor feeds blank caps to a second pick-and-place arm that presses the caps onto loaded seals.
…
Comments
Add new comment