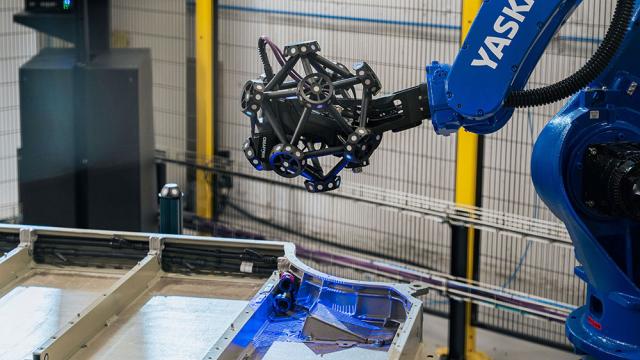
High-mix manufacturing has become the norm. Production lines are expected to produce more part variants in smaller batches and at a faster pace than ever before—all while maintaining very high quality.
To keep up, many manufacturers turn to automated quality control (AQC). Robots and 3D scanning…
All Features

NIST
As we celebrate the United States’ 250th anniversary this year, NIST experts have been working to preserve our nation’s history for the next 250-plus years. Among other historic preservation efforts, NIST engineers and scientists created a bespoke time capsule with artifacts from around the country…

Allen Yeung
As a significant portion of the experienced manufacturing workforce approaches retirement, companies face the critical threat of losing undocumented tribal knowledge. Veteran operators possess decades of hard-won, job-specific insights that rarely exist in paper manuals or corporate file systems.…

Sabine Terrasi
Inbound receiving operations (aka goods-in) in the electronics industry are under increasing pressure.
Countless components from a wide range of manufacturers arrive with constantly changing label layouts, multilingual markings, and ever shorter throughput times. What once could be managed…

Kate Zabriskie
When people hear the word innovation, they often think of groundbreaking products, disruptive technologies, or revolutionary ideas. But not every improvement needs to reinvent the wheel. Small changes might seem insignificant at first, but their cumulative effect can be transformative.
Improved…

Gleb Tsipursky
The office lights are on, but plenty of seats stay empty. Employees have heard the policy, nodded at talking points, and then organized their week around what helps them live well. That quiet opt-out shows up in badge data and calendar behavior, and it’s reshaping how leaders must think about…
Harish Jose
In this article I’m looking at Shunryū Suzuki’s beginner’s mind in Zen and Heinz von Foerster’s ethical imperative. Readers of my blog know that I love connecting the dots often in seemingly varying fields.
Suzuki said something useful: “In the beginner’s mind, there are many possibilities. In the…

Dusty Alexander
Ask anyone in manufacturing or in a project-driven company who has the most difficult job, and without hesitation they will say: the scheduler/planner.
It’s no wonder. Foolproof scheduling is critical to the smooth operation of most companies. Yet, planning and scheduling the workflow is akin to…

QT9 Software
For years, many medical device manufacturers approached U.S. Food and Drug Administration (FDA) inspections through a familiar lens: Prepare documents, review subsystem requirements, rehearse likely questions, and demonstrate compliance against a known framework. That approach was shaped by the…
Tobias Lurk
ISO has set its focus on revising three key management system standards this year. It started with ISO 14001, which covers environmental management and was published on April 15, 2026. ISO 9001 for quality management will follow in the fall. For ISO 45001, the occupational health and safety…

Bryan Balch, Quality Digest
With Hexagon Manufacturing Intelligence’s recent announcement of its inclusion in the NASCAR Competition Partner Program, details on the strategic partnership have emerged. By cementing this tie, the two companies can expand a professional relationship that will enable them to focus on precision,…

Prasanth Sambaraju
The Weibull distribution is a continuous probability distribution often used in reliability analysis to model time-to-failure and product lifespans.
It has applications in engineering, medicine, energy, and insurance. It’s also good at describing survival statistics, such as survival times after…

Hilke Plassmann, Paulo Albuquerque
A food company spends months and significant budget on consumer research before launching a new product. The survey scores are strong, so the store managers stock it. Six months later, the product is quietly pulled from the shelves. The consumers who said they would buy it didn’t.
This pattern—…

Luca Ziveri
A line operator in a chemical packaging plant notices a torque inconsistency on a capping head. The deviation is within tolerance on the individual reading, but the operator has seen this pattern before; it usually precedes a run of out-of-spec caps over the next two shifts. He would normally flag…

Greg Rankin
As pharmaceutical manufacturers push toward lower detection limits, tighter impurity thresholds, and faster development cycles, elemental analysis has become a more critical part of quality and compliance.
Regulatory frameworks such as U.S. Pharmacopeia (USP) <232>, USP <233>, and…

Chip Bell
When Odysseus went off to fight the Trojan War, as reported by Homer in The Odyssey, he didn’t take along his wet-behind-the-ears son, who was destined to be heir to his throne.
Concerned about who would give his son “kinging skills,” he chose an old family friend, Mentor, to be Telemachus’…

Neerav Singh
Audit week has a way of revealing gaps that stay invisible during normal operations. Your methods are sound, and your data look clean. Then the assessor asks for the calibration certificate on the torque wrench used last Tuesday, and someone heads off to find it.
That small gap, a record that…

Stephanie Ojeda
In the larger organizations I worked for as a quality leader, supplier auditing was almost always calendar-driven. Sometimes supplier audits happened once a year; in other places, they might happen twice. I’d build the schedule to accommodate that, and the system would just run.
Over time, I…

Aity Ritesh Raj
FDA inspectors don’t just check your records. They bring their own thermometer.
And when their reading doesn’t match six months of logged data from the sensor on your cold room wall, the honest explanation is one nobody wants to say: The monitoring system was compliant; the measurement just wasn’t…
Oak Ridge National Laboratory
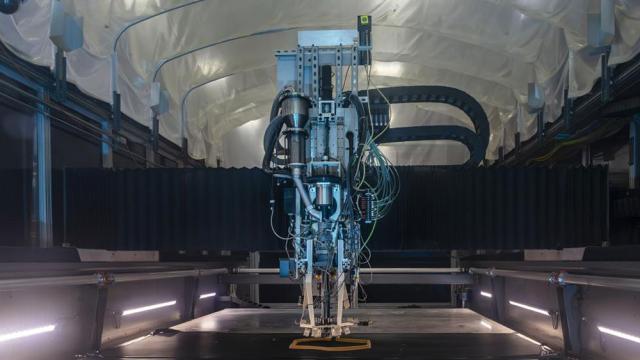
Researchers at the U.S. Department of Energy’s (DOE) Oak Ridge National Laboratory (ORNL) have created a new tool that can catch and correct potential mistakes in real time while 3D-printing large plastic parts.
The automated system could help U.S. manufacturers produce large, custom parts with…

David Isaacson
Quality Digest recently spoke with David Isaacson, the executive director of portfolio marketing at Octave. Besides his work on marketing strategies, he also helps people manage, understand, and better control their operations with software solutions that protect industry assets and people while…

Seb Murray
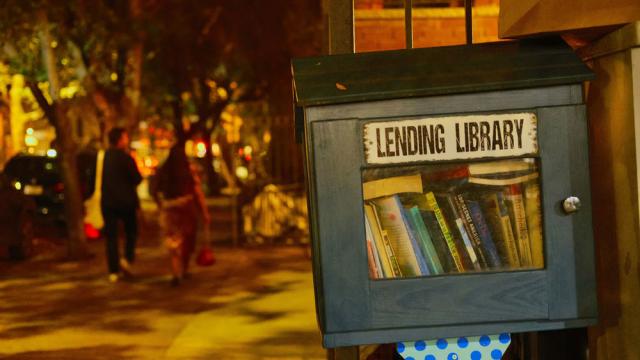
Industrial robots don’t just shape pay today. Research from Pinar Yildirim, a Wharton professor of economics and marketing, shows they also make workers less likely to move into higher-paying occupations, cutting expected lifetime earnings.
“Workers aren’t necessarily losing their jobs, and it…

Rebecca Okamoto
Think fast: What’s the No. 1 rule of troubleshooting?
Get to the root cause. It’s the foundation principle drilled into every problem solver: Find the underlying cause for a problem—not just a symptom or contributing issue—then fix it.
But what if getting to root cause and fixing it is the exact…

Mike Figliuolo
Focusing on metrics is key to achieving your desired business results—but it can be difficult to determine which metrics actually matter. There are five major questions you need to answer to ensure the metrics you’re measuring matter, and that you can take action based on what they tell you.
Some…

Paul Hanaphy
Artec 3D is best known for professional 3D scanners. So it may come as a surprise that the company also offers a low-cost, accessible solution: AI photogrammetry.
Available via an Artec Studio Lite subscription or the full version of Artec’s flagship software, Artec Studio Pro, this feature is a…