Social Sharing block
Laser line scanning is ideal for non-contact measurement applications - including inspection, cloud- to-CAD comparison, rapid prototyping, reverse engineering, and 3-D modeling. Laser line probes use a triangulation process to find the position of objects in space. A high performance laser diode inside the unit produces a straight laser stripe that is projected onto a surface and a camera looks at the laser stripe at a known angle to determine the location for each point on the line.
How laser line scanners work
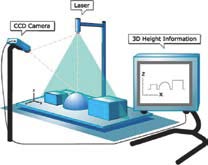 A 3-D laser scanner uses laser light to probe objects. It projects a laser line on the subject and uses a camera to look for the location of the laser line silhouette.
A 3-D laser scanner uses laser light to probe objects. It projects a laser line on the subject and uses a camera to look for the location of the laser line silhouette.
Depending on how far away the laser strikes a surface, each point on the laser line profile appears at different places in the camera’s field of view. This technique is called triangulation because the points on the laser profile, the camera, and the laser emitter form a triangle.
…
Add new comment