Social Sharing block
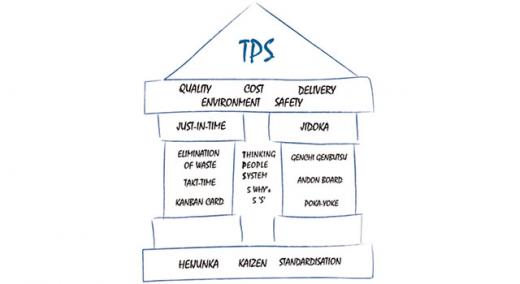
Today I’m looking at the “house” of the Toyota Production System (TPS). The illustration below shows the two pillars of the TPS house, jidoka and just in time (JIT).
|
ADVERTISEMENT |
I’ve been thinking about why jidoka and JIT are the two pillars, and why they’re not kanban or kaizen.
Jidoka was developed from the ideas of Sakichi Toyoda, father of Kiichiro Toyoda. Kiichiro Toyoda founded Toyota Motor Corp. Sakichi Toyoda invented an automatic loom that stopped immediately when the thread broke. He viewed it as automation with human intelligence. Jidoka in Japanese means “automation,” but Toyota’s jidoka includes a human character in the written script, and although it’s still pronounced “jidoka,” it now means “autonomation.”
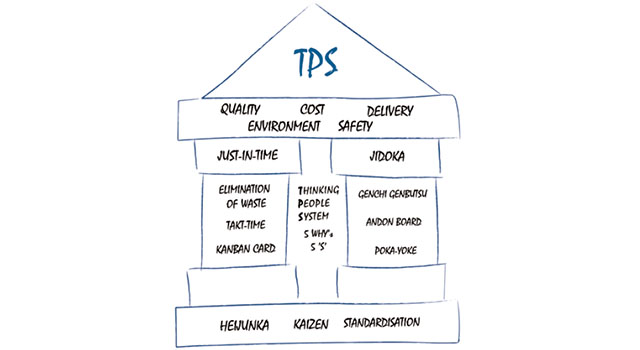
Figure 1: The TPS house (Source: Toyota Europe website)
The emphasis of jidoka is on quality. We can view jidoka as preventing defects from being passed along or ensuring that the quality of the product is maintained as it flows through the line.
…
Add new comment