Social Sharing block
E xtreme Fab Inc. is a structural metal fabrication company that has the tools and skills to build the massive machinery that the oil and gas, power, energy, and trucking industries require. One of their key customers is GE Aero Energy, a company that gives businesses and communities around the world the ability to generate reliable and efficient power at or near the point of use, at any time—on or off the grid.
|
ADVERTISEMENT |
Using a wide variety of fuels, GE Aero Energy's FlexAero LMS100 aero-derivative gas turbine generates up to 100 megawatts of electricity at a conversion efficiency of 44 percent.
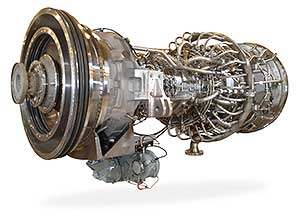
Figure 1: The LMS100 aeroderivative gas turbine.
Made for rapid deployment and installation in isolated locations, such as remote villages, drilling sites, or disaster areas, this exceptional turbine is a power plant in a box. The LMS100 package includes the turbo, gas turbine, and compressor, all mounted and pre-assembled. To make this sophisticated piece of engineering work requires the use of a large, high-precision skid.
…
Add new comment