Social Sharing block
Measurement-assisted assembly has been integrated into the production flow in recent years. Many processes are designed for a high repeatability through fixtures and maximum stiffness. They approach an optimal operating point through iterative processes using measurements. This approach permits the control of complex systems within the expected flexibility. However, the databases and the reactivity become small with a larger number of variants, which makes an economical operation more difficult. Thanks to the metrological support, measurement coverage rises and the results may be applied intelligently based on the current state of the component. Latency effects when using a separate unit like a metrology room diminish by using metrology closer to the process via large-volume metrology (LVM). Nikon Metrology’s laser radar is integrated based on the experiences gained through the course of preceding projects and current demands of automobile construction.
|
ADVERTISEMENT |
Large-volume metrology for measurement-assisted assembly
LVM provides capabilities to enable measurement engineering and quality control in the aerospace and automotive industries. Flexibility and versatility are greatly enhanced by the use of universal, portable systems. The disadvantage of the use of LVM is the historical legacy; it has been developed to be operated in controlled environments and by highly qualified measurement specialists. Measuring system providers and system integrators work together closely to increase the availability of the systems. The systems are operated by automated control under the supervision of metrologically trained maintenance personnel. The development of measuring systems ready for industrial automation is supported by academia to improve measurement principles, system algorithms, and processes. The goal is to gain a better understanding of the control of production.
The long-term availability of LVM systems for successful use in production processes needs to be developed. The original application scenarios for LVM focused on the universality, portability, and manual use of the systems. In an automated environment, LVM is used for defined tasks in a stationary manner. Likewise, due to the lack of experts on site, an automated error solution must exist, which may be supported by maintenance personnel on the system but cannot be carried out independently.
A further challenge is the fact that tolerances are small compared to the deviation, while most LVM systems state a high capability on the data sheet. The ratio of a theoretically expected measurement uncertainty and the tolerances lies within the required range. It should be noted, however, that deflection, temperature changes, and further effects must be taken into account in the characteristic definition, since otherwise no conclusions can be drawn to the measurements under controlled conditions in the measuring room. The synchronization between the virtual world and the real world is modeled by the extension of planning data by additional degrees of freedom, the detail of which determines the ability to compensate and adapt.
There is a high interconnection of the individual parts in automobile assembly. This leads to logistical requirements and the necessity of a zero-error operation. The possibility of intervention in the process must be available at any time, which means that an emergency strategy is necessary for critical processes if and when the measuring system fails. Because LVM consists of a large number of highly technological components, it is difficult to estimate the availability from today’s point of view. The advantage of using LVM increases when focusing on a few systems in distinct sites. This strategy can be used to secure critical stations with additional systems for time-critical maintenance tasks. Otherwise the provision of several replacement systems due to the long reaction and delivery times is required and poses economical drawbacks.
Focus technologies for inspection and guidance of assembly
Our company, FFT, has been developing a patented best-fit system for more than a decade. This system allows the local sensor-assisted assembly of components into existing structures. The challenges of this type of system consist of the need to develop process control and compensation mechanisms that enable a robust, documented, and capable process. The emergency and repair routines ensure the function of the system even in the event of an error, since the process can only function within a very limited range without the measuring technology.
An extension of the best-fit allows the creation of structures by absolute positioning of components on the basis of a virtual model. Since the local alignment structure is not present, it must be provided by a referenced LVM system. Since a production has to be traced and documented, a laser tracker including a 6D option is used. This keeps track of the end-effector in the positioning of the components and closes the chain of tolerances on the component. Precision is achieved throughout the system, allowing the use of standard, cost-effective components instead of special devices.
For the validation of structures, noncontact measurements are required. These are more flexible and robust due to the lack of collision capability and simpler programmability as opposed to tactile sensors. When selecting suitable sensors, particular attention must be paid to a large measuring distance and the traceability, since otherwise a tracking on the surface to be measured becomes necessary. For this reason, in addition to the camera sensors and laser tracers, laser radar is included in the portfolio of supported measuring systems from FFT.
Local sensing
FFT successfully meets requirements for the use of optical metrology systems through best-fit technology (as seen in figure 1), which has been used successfully in production environments for more than 15 years. The systems consist of standard components and task-specific proprietary developments. The incorporation of these systems into the company enables the long-term support and continuous development of the technology. The focus is on easy handling, a comfortable user interface, reporting of component quality, and networking possibilities for the infrastructure of the plant operator.
The flexibility of the production with several types and variants on one line presents the camera and sensor-based hardware equipment of grippers with technical and economic challenges. Media coupling and docking capability allow the application of best-fit to a certain extent, even with greater variance of the components. The measurement results are directly used for compensation by monitoring the process and using it for process control. The reduction of the dependency on sensor systems connected to the gripper and flexibility due to universal gripper technology is the subject of current developments and is supported by the use of LVM.
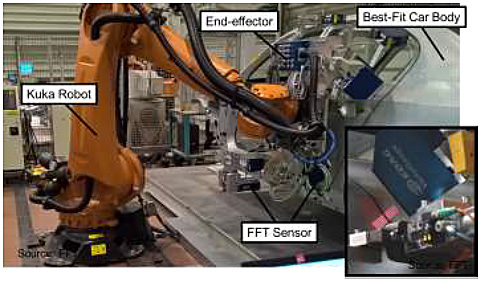
Figure 1: Best-fit technology at FFT
Laser tracker
Laser trackers consist of a laser measuring system based on absolute distance measurement and/or interferometry and a gimbaled beam deflection system. The tracking is carried out via a decoupled part of the laser beam (Cooke, 1977). The position of a receiver in the form of triple mirrors or glass bodies is detected from the length measurement and the angle of the deflection system (Loser, 2001). For the measurement of poses (Kyle, 2005) extended strategies are possible:
• Sequential measurements
• Integration of orientation measuring systems
• Cameras on tracker (Leica T products)
• Active recipients (API IntelliProbe)
• Gyroscopes in the receivers (API SmartTrack)
• Data fusing with other laser tracker other systems
Laser trackers are used in replacement construction and therefore require a backed-up statement of measurement uncertainty (ASME, 2006), (VDI, 2011), (ISO, 2014). The ASME standard attempts to determine error contributions individually and assign them to the measurement error to be considered (Muralikrishnan, et al., 2009). The VDI standard determines the measurement error with a black box model of the laser tracker with a measurement strategy in which all error contributions are activated. Due to their spread and important role in replacement construction, laser trackers are technically well developed. Typical values in the data sheets of the manufacturer show an angle deviation of 20 ppm and a length deviation of 1 ppm for interferometry measurements and 10 micrometer + 1 ppm for the lengths of absolute distance measurements. The uncertainty of the measurements can only be linked by the uncertainty contribution of the compensation factors and can be assigned by simulation, including the contribution of probing deviations and refractive effects. Further influences of error contributions arise in the movement (Ulrich, 2013).
The system concept for stringer integration uses a robot system to lift a stringer from a magazine and transporting it to the integration position. One robot has an end-effector (Schaafhausen, et al., 2013) and moves along the stringers sequentially at the integration points. The partial activation takes place by means of a defined heating. The handling robots hold up the stringer in the non-integrated part and ease the alignment by the end-effector. The manual alignment of the stringers by the workers is simulated in the end-effector by a ball-supported guide system. The rollers are in contact to the stringer to align it. A measurement-assisted integration with a CAD-supported programming method ensures the traceable execution of the processes. A laser tracker with T-Mac (Leica AT901-XR) is used for the geometric compensation of the robot deviations (Schönberg & Wehn, 2014). Depending on the production rate, two laser tractors can be used in the system, which are interchangeable with existing trackers in the factory.
The thickness tolerance of the skin fields and the deviations of the devices do not permit a purely geometrical regulation of the integration process. The pressure of the stringers on the skin field before the partial activation by the descent of a heat accumulator is monitored by a force torque sensor. This clears the end-effector and determines the effective force in the TCP. For the calibration, the transformation of the T-Mac relative to the TCP is determined by reference points at the end-effector, which then touches a stringer defined as origin on a calibration station (as seen in figure 2). The guidance system is checked with light-section sensors. The position of the stringer in the longitudinal direction is monitored via a light-section sensor, too. This is calibrated at a reference edge and observes the cutting edge of the stringer at the interface. After calibrating the end-effector, the tracker is referenced in the section coordinate system. The base and tool transformation of the robot relative to the shell and to the TCP is determined by means of a pendulum program. At the same time the calibration of the force sensor is updated (Schönberg & Wehn, 2015a).
In the integration process, the force control determines the lowering of the stringer until the process force is reached. The geometrical control regulates the remaining 5 degrees of freedom. Once the integration point is reached, a correction with subsequent control is carried out. If the stringer is in tolerance, the integration process is started. On both stringer feet, the heat accumulator is pressed with the process force. The heat accumulator takes over the force of the end-effector. The integration points are finished sequentially. The two sides of the system are locked when using a single tracker. For two trackers, the system works collision-proof locked in parallel (Schönberg & Wehn, 2015b).
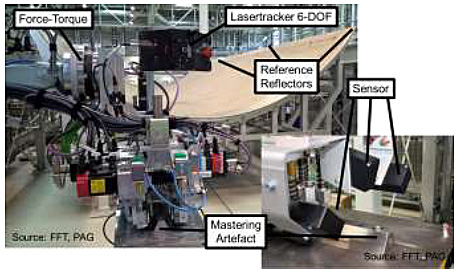
Figure 2: Laser tracker guidance at FFT14
Laser radar
Two frequency-delta-modulated laser beams are backscattered from the measurement object surface and used by the laser radar for the detection of length and velocity (Slotwinski & Blanckaert, 2007). A polarization splitter couples the laser beams into fibers in the reference path as well as in the optical system with a scanner (Sebastian, et al., 1994) or deflection mirrors (Goodwin, et al., 2014) so that they can be evaluated with detectors via a digital signal processor (Slotwinski, 2006). The length measurement is influenced by coherent noise, speckle, and drift of the reference length, (differential) Doppler effects in motion (the mirror) and the coherence length of the laser diode (Economou, et al., 1986). For the detection of reflecting spheres, the signal quality of the laser radar is used for the measurement, which is proportional to the coupling efficiency (Smith, et al., 2015). Angular deviations of 7 ppm and length deviations of 10 microns + 3 ppm are assumed for laser radar.
The noncontact measurement with laser radar must correlate with KMG's tactile strategies, which is not necessarily the ideal measurement strategy. Laser radar provides the following modes:
• Scanning of a surface for the collection of point clouds, which are then paired in the processing chain with CAD geometry. The determination of the measurement characteristics is determined on the basis of the displacement. The intersection of the measuring beam with the desired geometry results in parallax errors.
• Measurement of features with adapted scans, which are calculated directly and, if necessary, refined by further scans. For measuring surface points, the projection to the target geometry or the intersection with a target vector is calculated in addition to the actual impact point and the normal to the surface.
• Measurement of specular objects (mostly tooling balls) by maximizing the coupling efficiency (Smith, et al., 2015). A direct alignment of the measuring beam with the laser radar using the internal logic increases the speed and robustness. In theory, tracking can be implemented in this mode.
• The bidirectional use of the same path through the measuring beam allows the use of mirrors or measuring by transparent materials. The change of the optical path must be compensated for the determination of the measurement results when measured by a glass window (Hadjimichael, et al., 2010) or by a headlamp of a car (Nikon, 2014a).
Laser radar offers high speed due to the noncontact measurement, avoids manual set-up time, and supports absolute measurements. For the positioning of laser radars, robots, linear axes, or rotary tables can increase the visibility for the inspection and in line measurement of body parts. Compared to conventional CMMs, an increase in the measuring speed is approximately one order of magnitude (Nikon, 2016b). The integration of inspections and measurements into the line is possible due to the further development of speed and robustness. The integration by the SDK is implemented for the provision of feature extraction and extensions by means of a client (as seen in figure 3) for the administration and the provision of the functionality.
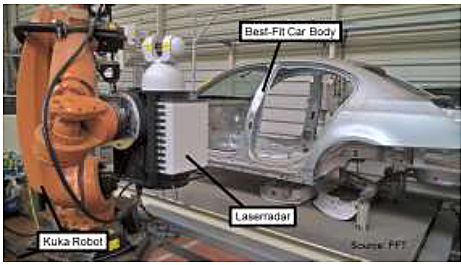
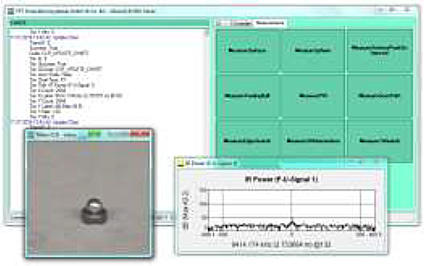
Figure 3: Laser radar technology at FFT
Body-in-white inspection features
The evaluation methods for the laser radar are based on the classical coordinate measuring technique to enable a comprehensive correlation and to supplement existing databases. The feature extractions are performed with customized scans to achieve the highest speed, precision, and robustness. Since the laser radar has a high measuring rate, error sources can be excluded by redundant information. Different types of features are listed in the measurement plans of the car body construction and measured by laser radar.
Surfaces represent the largest number of features. Laser radar provides a special measurement mode that can measure on the order of 3–4 characteristics per second. For small angles of incidence, near edges, or curved surfaces, a scanning method is used which ensures the evaluation accordingly. The central criterion is usually the parallax-free distance of the surface to a set point.
Trimmed or rounded edges represent a further feature group that represents its own problem class due to its smaller dimension. These features must be accurately measured, since in particular the rounded edges can only be viewed from one side and therefore require an adapted correction adjustment. Edges are usually recorded with two intersecting planes or a fitted cylinder, since this is only the possibility of avoiding break-off edges and enabling a robust and precise evaluation. Extensions of the edge measurements are gap measurements which relate two-sided features.
Surface-based methods use scans to extend features. The laser radar provides various strategies for the determination of sampling points. The most important parameter is stacking and Doppler compensation. While the Doppler compensation effects are eliminated due to the mirror rotation and thus unavoidable, the evaluation of the Fourier transform is parameterized for the length determination via stacking. High stacking results in less noise but also a lower measuring rate. As can be seen in figure 4 , this effect has an influence on the quality of the individual scan points, but the uncertainty of the characteristic determination is not affected by an adapted evaluation. It can even be more precise by a higher number of scanning points. Overall scanning-based measurements take about 3 seconds per characteristic depending on the complexity and size.
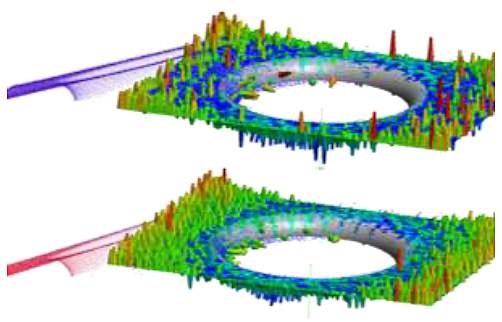
Figure 4: Rounded slot surface scan
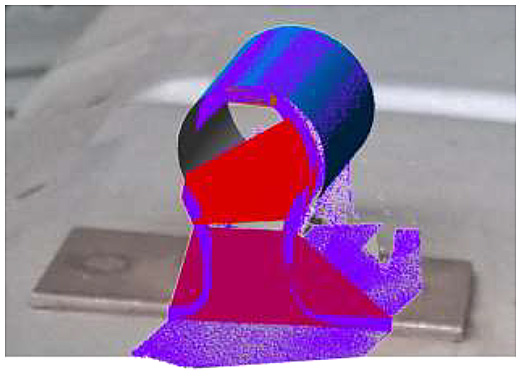
Fully enclosed features represent holes and bolts placed on the surface and interrupting the geometry. As seen in figure 5, holes can accept round, rectangular, and special shapes. The most common holes are circle-trimmed holes, which are also used as alignment features, and ensure the referencing of a vehicle along the production chain. Reference holes are penetrated by the receiving pins in the measuring positions. Cut-outs can have undefined portions which prevent a pattern-based evaluation. Likewise, the included features may have a variety of characteristics, such as phases, curves, and paragraphs, which complicate evaluation and are difficult to generalize due to the high variance.

Figure 5: BIW features
Round features may have threads that affect the surface of the cylinder by helical edges and grooves. These have a defined position along the cylinder axis and can therefore be detected by the laser radar by fine-tuning (as seen in figure 6 ). Compensation is possible for feature extraction and increases precision and robustness. Due to the possibility of the iterative approach by the programmable laser radar, adapters which are desirable or necessary, in particular during the pre-processing and in the line-integrated measurement can be omitted.
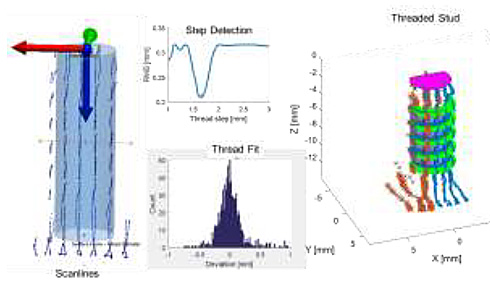
Figure 6: Threaded stud feature refinement
Special geometries, extensions, and references, such as symmetries and distances, do not provide generalizable feature evaluations, but require a programmable iterative procedure. These special evaluations can be CAD- or rule-based and requires a robust definition for automation. The evaluation of these features is carried out normally in an operator-guided process in which step-by-step scans are defined and carried out for the evaluation. A transfer to automated procedures is possible, but must be defined very clearly and securely so that the lack of monitoring by an expert does not influence the measuring results.
Automated inspection with laser radar
LVM is controlled via an interface application from universal metrology software (as seen in figure 7 ) such as PolyWorks, SpatialAnalyzer, or Metrologic, and then used in a user-guided or programmed sequence for recording and direct evaluation. Further developments lead to fully automated measuring systems with laser radar which function independently via a connection to the process control controller and the robots or axes involved. In essence, the universality of the measurement program is retained, which is user-friendly as far as possible, in particular for a human user and for the device-independent operation. An optimization to automated autonomous operating concepts and manufacturer-specific adaptations are complicated and therefore usually uneconomical. The system is optimized within existing limits and adapted to the tasks and requirements, however, basically used according to manual specifications.

Figure 7: Manual use of laser radar
FFT uses an approach using a self-programmed interface to enable measurements with laser radar industrially and to draw the greatest possible benefit from the systems used. The direct connection to the laser radar is carried out via a C# application (VisionCLR, as seen in figure 8), which works with the native SDK of the company Nikon Metrology and is further developed in a close partnership. The feature extraction is available as a plug-in in VisionCLR, but can also be used for diagnostics with stored data. The feature extraction is adapted to the requirements of the manufacturer, so that no external restrictions are introduced during operation due to the introduction of the laser radar and the measurement history for the evaluation and derivation of production strategies is not interrupted. The robots involved are addressed via sensor interfaces in order to avoid a new parameterization of the software or new calibration procedures even in the case of program changes.
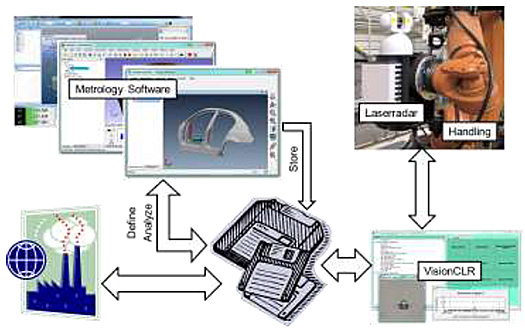
Figure 8: Automated use of laser radar
The management of the measurement plans/measurement reports, the connection to the process control, the manual parameterization and the introduction of quality measures are carried out by a C++-based control software. It manages the machine state, assigns the measurement orders to VisionCLR, accepts the results of the measurements, and ensures that they are processed correctly. There is also a connection to the metrology software described above, which accesses the data of the FFT systems via a plug-in system and can perform the validation and parameter settings via the available functions. This approach provides for the application of the existing knowledge from the metrology software, but uses the extended possibilities of interface software specially developed for the automated measuring process.
Integration scenarios
For industrial use, the laser radar offers different scenarios and integration degrees due to its high flexibility. In principle, the distinction can be carried out in relation to the location of the measurement at a separate location (off-line) in the line as a single station or by-pass (in-line) or process-integrated (in-process).
Off-line solutions are located in a measuring room or in a separate place in production, but without linking. Typical tasks are analysis measurements of components, assemblies, or subassemblies which for larger components have a feature count in the order of 2,000. The use of laser radar significantly reduces the measurement times so that a larger number of vehicles can be measured on fewer measuring plates. The complete measurement of a vehicle, including a change, within an hour, is the aim. This requires a reduction of the measuring time per feature and the intelligent compilation of measurements. Since the positions of the features in the analysis measurements require many positions for the laser radar, reduction of referencing time is also important. The positioning of the laser radar is often achieved in a measuring space by a combination of rotational axes for the object to be measured and vertically arranged linear axes since these can also be safely designed for humans and no separations are required as with robots.
In-line solutions test the vehicles within the linking of the system and give a direct feedback on the current state with the possibility of initiating quality-enhancing measures directly. Since the cycle times are generally less than one minute and only a few minutes are available for a bypass, fewer features are measured (count in the order of 200) and these are often distributed in a ring strategy. To keep the number of characteristics to be measured as high as possible, the reference can be carried out outside the main time. Typical scenarios for in-line stations use several laser radars that are mounted either stationary or on linear axes. This ensures the visibility of the measurement characteristics and the measurement time is reduced by duplication.
In-process solutions integrate laser radar into the assembly process through a measure-motion-measure strategy. Thus the laser radar is a critical component and requires reliable availability and the development of emergency strategies for failure. Since, in most cases, a complex joining process is part of the assembly process within the station, the cycle time loss to be tolerated is very small (within 5–15 seconds). This is a major challenge for the laser radar due to the single beam, and can only be achieved by a model-based compensation strategy that is used to validate the model at the start of the process. The remaining cycle is used to update the model. For in-process solutions, the laser radar is not moved within the cycle, but it may also be necessary to use other positions to support or optimize multiple types.
Conclusion and outlook
Laser radar is able to implement highly flexible processes and quality controls in mass production processes. For quality control and documentation, the measurement technology requires the correlation with the classic coordinate measuring systems of the past decades to establish and maintain high-quality requirements in the automotive industry. For a successful use of laser radar, this must be further developed as with the use of local sensors or laser trackers. The knowledge from the integration of previous projects like best-fit and Ab.Ro.Pos allows FFT to enable the industrial application of the laser radar. In a close partnership, a system for automatic measurement tailored to the needs of industry is developed. In automotive manufacturing and assembly, the characteristics are evaluated analogously to the existing methods to not interrupt the measurement history and to generate a maximum benefit from the use of laser radar. The developed system can perform a measurement analogous to the CMM within one hour and during use within the line the relative execution with traceable precision.
References
ASME, 2006. ASME B89.4.19-2006 Standard - Performance Evaluation of Laser- Based Spherical Coordinate Measurement Systems. s.l.:www.asme.org.
Cooke, C. R., 1977. Precision automatic tracking system. US, Patent No. 4020340A.
Economou, G., Youngquist, R. & Davies, D., 1986. Limitations and noise in interferometric systems using frequency ramped single-mode diode lasers. Journal of lightwave technology, 4(11), pp. 1601-1608.
Goodwin, E. P. et al., 2014. Scan mirrors for laser radar. World, Patent No. 2014/081043A2.
Hadjimichael, T. et al., 2010. Laser Radar Metrology Measurements through a Chamber Window of James Webb Space Telescope Alignment Fixtures during Cryogenic Testing. Proc. SPIE 7793, Optical System Alignment, Tolerancing, and Verification IV, 3 September.
ISO, 2014. Geometrische Produktspezifikation (GPS) – Annahmeprüfung und Bestätigungsprüfung für Koordinatenmessgeräte (KMG) – Teil 10: Lasertracker (ISO/DIS 10360-10:2014), Berlin: Beuth.
Kyle, S., 2005. Alternatives in 6DOF probing - more flexibility, lower cost, universal?, Austin, TX, USA: CMSC.
Loser, R., 2001. Weiterentwicklung eines absoluten, hochpräzisen und trackingfähigen Distanzmessers für industrielle Anwendungen, Zürich, Schweiz: ETH.
Muralikrishnan, B. et al., 2009. ASME B89.4.19 Performance Evaluation Tests and Geometric Misalignments in Laser Trackers. Journal of Research of the National Institute of Standards and Technology, 114(1), pp. 21-35.
Nikon, 2014a. Innovating Automotive Inline Inspection using Laser Radars. [Online]
Available at: https://youtu.be/F2yld4WIhgk
[Accessed 10 07 2016].
Schaafhausen, W., Motzkau, G. & Wehn, M., 2013. Positionsgenau variable Stringerpositionierung. EP, Patent No. 2596904A1.
Schönberg, A. & Wehn, M., 2014. Vortrag: Absolute positioning of robots for integrating stringers on a CFRP-shell, North Charleston, South Carolina, USA: Coordinate Metrology Society.
Schönberg, A. & Wehn, M., 2015a. Vortrag: Industrial automated Lasertracker application, Hollywood, Florida, USA: Coordinate Metrology Society.
Schönberg, A. & Wehn, M., 2015b. Industrial automated Lasertracker application, Manchester, Großbrittannien: European Portable Metrology Conference.
Schönberg, A. & Wehn, M., 2016. Industrial Automated Laser Tracker Application. The Journal of the CMSC, 9(1), pp. 8-15.
Sebastian, R. L., Clark, R. B., Simonson, D. L. & Slotwinski, A. R., 1994. Fiber optic coherent laser radar 3D vision system. In: D. J. Svetkoff, ed. Proc. SPIE 2348, Imaging and Illumination for Metrology and Inspection. Boston, MA, USA: SPIE, p. doi:10.1117/12.198849.
Slotwinski, A., 2006. Compact fiber optic geometry for a counter-chirp FMCW coherent laser radar. US, Patent No. 7139446B2.
Slotwinski, T. & Blanckaert, P., 2007. Frequency Modulated Coherent Laser Radar Technology. In: Proceedings of the OPTIMESS2007 Workshop. Leuven, Belgien: OPTIMESS Scientific Research Network, pp. 386-391.
Smith, D. G., Slotwinski, A. & Hedges, T., 2015. Simulation of laser radar tooling ball measurements: focus dependence. In: D. G. Smith, F. Wyrowski & A. Erdmann, eds. Proc. SPIE 9630, Optical Systems Design 2015: Computational Optics. Jena: SPIE, p. doi:10.1117/12.2191766.
Ulrich, T., 2013. Uncertainty estimation and multi sensor fusion for kinematic laser tracker measurements. Metrologia, Volume 50, pp. 307-317.
VDI, 2011. VDI/VDE 2617 Blatt 10 - Genauigkeit von Koordinatenmessgeräten - Kenngrößen und deren Prüfung - Annahme- und Bestätigungsprüfung von Lasertrackern, Düsseldorf: VDI/VDE-Gesellschaft Mess- und Automatisierungstechnik (GMA).
Add new comment