All Features

Eston Martz
The Six Sigma quality improvement methodology has lasted for decades because it gets results. Companies in every country around the world, and in every industry, have used this logical, step-by-step method to improve the quality of their processes, products, and services. And they’ve saved…

Donald J. Wheeler, James Beagle III
Sometimes we use a chart for individual values and a moving range (an XmR chart) to assess the homogeneity of a finite data set. Since this is an "off-label" use for the XmR chart, we first consider the drawbacks associated with using a sequential technique as a one-time test, and then present an…

Eston Martz
Six Sigma is a quality improvement method that businesses have used for decades—because it gets results. A Six Sigma project follows a clearly defined series of steps, and companies in every industry in every country around the world have used this method to resolve problems. Along the way, they’…

Harish Jose
It’s been a while since I’ve written about statistics. So in this column, I will be looking at the rules of three and five. These are heuristics, or rules of thumb, that can help us out. They are associated with sample sizes.
Rule of three
Let’s assume that you are looking at a binomial event (…

Ville Satopaa
At a 1906 livestock show in Plymouth, England, nearly 800 people participated in a contest to guess the weight of a slaughtered ox. The average of these estimates was 1,197 pounds. This is remarkable because the true weight of the ox turned out to be 1,198 pounds. The average was only one pound…

Barbara A. Cleary
If you get off the highway and take an alternate route when traffic slows to one lane, you are making a prediction. Likewise, if you decide to invite someone to dinner, that too is a prediction. The scientific method? Predictive in nature. Every time you make a decision, you are making a…

Davis Balestracci
Many of you work in organizations that keep track of customer complaints. Have you ever thought of how they are recorded and tallied? What could possibly be wrong with this process: The customer brings a concern to your attention. Record it.
Let’s say a certain pediatrics unit reported the number…

Dirk Dusharme @ Quality Digest
Our August 11, 2017, episode of QDL looked at the role of technology in after-market service, stairs that help you up, Fidget Cubes, and more.
“Climbing Stairs Just Got Easier With Energy-Recycling Steps”
These stairs actually help you go up.
“The Curious Case of the Fidget Cube”
How a product…
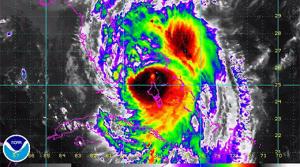
Phil Klotzbach, Michael M. Bell
June 1 marked the official start of the Atlantic hurricane season, which runs through the end of November. It’s a busy time for us at the Tropical Meteorology Project in Colorado State University’s (CSU) Department of Atmospheric Science, where we are issuing our 34th annual Atlantic basin…
Patrick Runkel
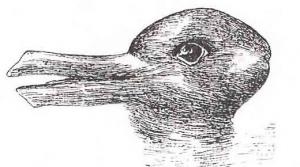
It’s usually not a good idea to rely solely on a single statistic to draw conclusions about your process. Do that, and you could fall into the clutches of the “duck-rabbit” illusion shown below.
If you fix your eyes solely on the duck, you’ll miss the rabbit—and vice-versa.
If you’re using…

John Niggl
Ever wondered why quality control (QC) professionals check a sample instead of 100 percent of a shipment during inspection? Or maybe you’ve wondered why they use acceptance sampling, rather than simply inspecting an arbitrary quantity of goods, such as 10 or 20 percent?
Most importers value the…

Donald J. Wheeler
Last month I mentioned that we can put autocorrelated data on a process behavior chart. But what is autocorrelated data and what does it tell us about our processes? This article will use examples to answer both of these questions.
Autocorrelation (aka serial correlation) describes how the values…

Davis Balestracci
Recently I demonstrated a common incorrect technique for comparing percentage rate performances—based of course in the usual normal distribution nonsense. Let’s revisit those data with a superior alternative.
To quickly review the scenario: In an effort to reduce unnecessary expensive…

Donald J. Wheeler
The simplest type of process behavior chart is the chart for individual values and a moving range. It allows us to plot a point every time we get a value, making it perfect for data that occur one value at a time. A brief history of this simple chart follows.
In the 1920s, Walter A. Shewhart…

Steve Daum
I have daily conversations with manufacturer plant managers, quality managers, engineers, supervisors, and plant production workers about challenges when using statistical process control (SPC). Of the mistakes I witness in the application of SPC, I’d like to share the five most prevalent; they…

Davis Balestracci
My last column mentioned how doctors and hospitals are currently being victimized with draconian reactions to rankings, either interpreted literally or filtered through the results of some type of statistical analysis. Besides the potential serious financial consequences of using rankings in the…

Derek Benson
How early is too early to introduce quality into your everyday life? Have we missed out on improvement opportunities in our personal lives along our paths to achieving our career goals as quality professionals? These questions have me pondering how life could have been different for me growing up…

Donald J. Wheeler
In their recent article, “We Do Need Good Measurements,” Professors Stefan H. Steiner and R. Jock MacKay take exception to two of my Quality Digest articles, “Don’t We Need Good Measurements?” and “The Intraclass Correlation Coefficient.” While we all want good measurements, the trick is in…

Stefan H. Steiner, R. Jock MacKay
In his February 2017 Quality Digest column, “Don’t We Need Good Measurements?” Donald J. Wheeler recommends that a measurement system contributing up to 80 percent of the overall variation (on the variance scale) is good enough to detect persistent mean shifts when using a process behavior (…

Joel Smith
In parts one and two of “Gauging Gage,” we looked at the numbers of parts, operators, and replicates used in a gage repeatability and reproducibility (GR&R) study and how accurately we could estimate %Contribution based on the choice for each. In doing so, I hoped to provide you with valuable…

Joel Smith
In part one of “Gauging Gage,” I looked at how adequate a sampling of 10 parts is for a gage repeatability and reproducibility (GR&R) study and provided some advice based on the results.
Now I want to turn my attention to the other two factors in the standard gage experiment: three operators…

Davis Balestracci
Don’t tell me you’re not tempted to look when you spot a magazine cover saying, “How does your state rank in [trendy topic du jour]?” Many of these alleged analyses rank groups on several factors, then compare the groups’ sum totals of their respective ranks to make conclusions.
For example, in…

Joel Smith
‘You take 10 parts and have three operators measure each two times.”
This standard approach to a gage repeatability and reproducibility (GR&R) experiment is so common, so accepted, so ubiquitous, that few people ever question whether it is effective. Obviously, one could look at whether three…

Fred Faltin
All of us draw conclusions based on what we see happening around us. Often what we’re observing is a sample from some larger population of events, and we draw inferences based on the sample without even realizing it. If the sample we observe is not a representative one, our resulting judgments can…

Donald J. Wheeler
Here we take a serious look at some nonsensical ideas about capability ratios. Following a quick review of predictability and capability and a brief discussion of the traditional ways of characterizing capability and performance, we will consider the shortcomings of four bits of capability…