Social Sharing block
Optical measurement, when clearly understood and applied, can bring huge benefits. It can also be an investment disaster. To avoid the latter, we need to start with an understanding of the basics--the capabilities and limitations of optical measurement. Then, we can consider the applications where it might provide a better solution over current methods, such as touch probes, optical comparators, hand gauges, or microscopes. Digging deeper, we can discover the challenges that those applications present to optical measurement, the limitations, and the potentials for failure. In this article, we will investigate the optical tools and software strategies that have been developed to meet those challenges. With a deeper understanding, the right technology can be applied to the task, and the investment dollars will make sense.
|
ADVERTISEMENT |
The basics
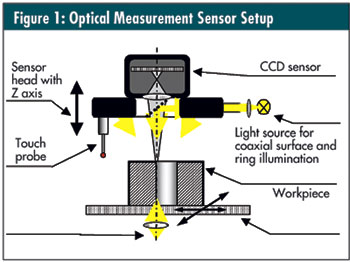
The diagram in figure 1 below illustrates the basics of optical measurement: lighting, optics, XY Stage, and a Z axis that handles the focus.
…
Comments
Add new comment