Improving FMEAs
FMEAs can transform compliance into
competitive advantage. by Jim Bongiorno, PMP
Although most manufacturers use failure mode and effects analysis (FMEA) as a risk-prevention strategy, most FMEAs result
in little or no quality improvement. Companies are rushing to generate FMEAs in order to comply with auditor requirements and appease customer concerns. As a result, companies often fail to see
the business improvement opportunities that FMEAs offer. The fundamental purpose of FMEAs--protecting the customer by reducing the risk of quality defects--gets lost in the shuffle.
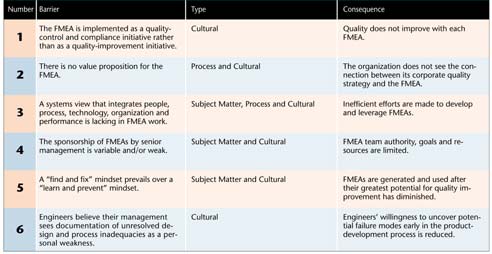
Several barriers affect FMEA success in many organizations. A list of barriers appears in Table 1.
Table 1: FMEA System Barriers to Success
As illustrated by that list, each barrier can be classified into one or more of three
types: subject matter, process or cultural. A subject-matter barrier arises if, for example, a project manager doesn't know how to use the company's project
management software tool. A process barrier arises when an organization's purchasing department requires eight bids and six months for approval simply to procure a few
bolts. A lack of emphasis on the value of planning presents a common cultural barrier: Many organizations caught up in a whirlwind of projects are sorely tempted to jump in
and start executing the project work without proper planning. It's important to note that cultural barriers are 100 times more difficult to remove than subject-matter
barriers and 10 times harder to remove than process barriers. However, the returns on investment are also 100 times and 10 times greater.
For these reasons, the true benefit of FMEAs is often obscured. Senior management is confused about how to best implement and continuously improve the FMEA effort
for the various product-development program centers within the enterprise. They find it difficult to support the FMEA effort during its implementation so that the initiative
survives and provides measurable value to the organization. Executive management is frustrated with its inability to integrate the FMEA principles with the other
product-development processes and quality-improvement activities. These sentiments culminate in a lack of confidence in the FMEA effort and ultimately result in failure of
the FMEA to provide value to the enterprise. Think there's no hope for repair? Rest assured, manufacturers everywhere are taking
important steps to improve their predicament regardless of the current situation. For each of the barriers in Table 1, a simple four-step process will transform
unsatisfactory FMEA activity into a business function that will improve the corporate bottom line (see Figure 1):
Figure 1: The Four-Step Process
 Step 1: Baseline current FMEA performance and document the current FMEA
system. Step 1: Baseline current FMEA performance and document the current FMEA
system.
Step 2: Develop a vision of the desired FMEA capability.
Step 3: Analyze the gaps between current and future FMEA capability and develop strategies to close these gaps. Step 4: Implement the recommended strategies. At first glance, these steps may seem vague and oversimplified, but if planned and
implemented correctly, changes will become apparent. Consider Barrier 4: The sponsorship of FMEAs by senior management is variable and/or weak. In fulfilling the
first step of the strategy, an organization might observe that its sponsors lack a clear understanding of the FMEA's role and, thus, don't encourage full participation in
FMEA efforts. Perhaps sponsors delegate responsibility and don't seem to appreciate the impact their support could have on the quality-improvement process.
Moving on to step two, the desired future state might require management to: Demonstrate commitment to the FMEA system by directing more resources and giving more priority to the FMEA process Communicate the importance and purpose of FMEA in quality training and FMEA work sessions Ask for FMEA results and base decisions on that information Recognize and reward successful product design and process-design problem
prevention Comparing the current state of the organization's use of FMEAs with the ideal state
will reveal gaps. After those gaps have been examined closely, success strategies are developed to remove or mitigate them. Our hypothetical manufacturing organization
would initiate an FMEA sponsorship committee made up of sponsors and customers who would oversee the FMEA system and raise FMEA awareness throughout the
enterprise. It would require that FMEA results be reported to senior management, whose sign-off indicates acceptance. Finally, a plan would be developed to coach
sponsors on their roles and responsibilities necessary to support the FMEA initiative. This might include training on effective FMEA sponsorship and conducting regular
status meetings with the sponsorship committee. In the final step of the barrier-removal process, the strategies might require the use of
a project-management method that plans activities and tracks progress toward improved FMEA capability and results. The project plan will schedule time and allocate
resources for a variety of action items that move the organization toward its FMEA goals. For example, the plan might outline a new activity for the FMEA sponsors:
spending 10 percent of their time championing the FMEA work by walking through the design community selling the FMEA concept and its value to the engineering and
manufacturing processes. On the last day of every month, sponsors designate an FMEA stakeholder "Quality Expert of the Month" for demonstrating exceptional effort
in supporting and advancing the FMEA effort. Before long, the FMEA initiative will have greater success with visible and effective
top-management sponsorship. The motivated and productive FMEA teams will develop more meaningful FMEAs, and the problems associated with implementing common FMEA processes will diminish.
Consider Barrier 2: There is no value proposition for the FMEA. In analyzing the current FMEA system, it might be concluded that the value of the FMEA is not
generally accepted across the organization's engineering and manufacturing functions. In addition, FMEAs may be done to fulfill a quality standard (such as QS-9000)
mandate rather than being pursued as a benefit. As a result, there is no obvious connection between the organization's business strategies and the FMEA results.
Compounding the problem, FMEAs are often done too late in the product-development process to affect the design of the product or the process. It's no wonder FMEAs
don't receive much attention or priority. The FMEA vision is likely one where FMEA timing emphasizes early learning to
prevent design and process problems rather than fixing problems as they occur. This means that FMEAs must be developed much earlier in the product-development
process. Some FMEAs will actually be done in the concept or portfolio phase, before a specific component or system is designated for a specific end product, whereas others
will be developed early as part of product- or process-design reviews to capture risk before designs are finalized. The FMEAs are developed as living documents; a strong
FMEA vision requires that FMEAs be updated over time to accurately document and prioritize risk and incorporate new information.
Gap analysis within the change plan leads to the development of realistic strategies to drive FMEA awareness as a quality-improvement system. It's essential to develop
short- and long-term metrics that relate the contribution of the FMEAs to organizational quality goals. In addition, the organization may prepare marketing and
awareness campaigns using specific examples of FMEA best practices and results extracted from the current FMEA archive. Another possibility is to poll FMEA
managers and engineers for their best examples of early learning (early identification of key risk issues). A champion and project team should be assigned to ensure the longevity of this activity.
Finally, implementation of the strategy can occur. The action items presented previously are scheduled in a project plan that integrates all FMEA improvement tasks
in a coordinated fashion. Interim milestones are set to assess progress on a regular basis. By successfully implementing the four-step barrier-removal process, organizations
can begin to use FMEA as a business-improvement tool. Both short- and long-term field measures for FMEA problem prevention will be improved. Almost immediately,
plant rework and scrap will be reduced. As a result, production costs will fall. Organizations will also catch problems earlier in the supply chain, thereby reducing
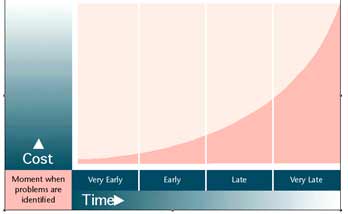
cost. Figure 2 demonstrates how identifying a faulty part early in the supply chain is much less costly than if the defective part were to propagate itself through several
links in the supply chain and perhaps end up in the customer's hands. The detrimental effect of defective part propagation is known as the shadow effect. Figure 2: The Shadow Effect
If cross-functional FMEA teams measure and track problem prevention as a result of
effective FMEA activity, the organization will realize significantly lower warranty costs, life-cycle costs and increased customer satisfaction ratings over the long run.
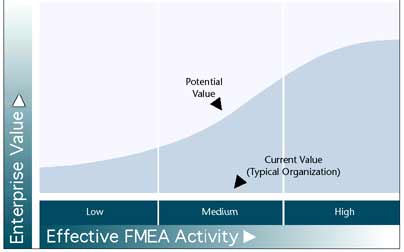
Profitability and market share will also improve. Figure 3 illustrates how FMEA activity affects enterprise value.
Figure 3: Effective FMEA Activity vs. Enterprise Value
There is a new calling in the manufacturing industry for fundamental change in the
way FMEAs are delivered and valued in the enterprise. A new, highly accountable, coordinated management system is needed to bring about substantial improvements in
manufacturing quality. Without a simple yet comprehensive multi-step management plan to give FMEAs a shot in the arm, FMEA reports will continue to be worthy of the
attention they currently receive--none. About the author
Jim Bongiorno, PMP, is founder and president of PlanTech Inc., a Detroit-based project-management consulting, training and staffing firm. For more than 15 years,
PlanTech (www.plantechinc.com) has helped customers in the automotive, health care and technology industries improve project performance and product quality. E-mail Bongiorno at jbongiorno@qualitydigest.com . |