For the last seven or eight years, a group of various individuals ranging from hardness-testing
users to hardness-tester manufacturers have been toiling away at a new version of ASTM E18, which pertains to Rockwell hardness testing. What started out as a simple rewrite to include
NIST-traceable test blocks wound up as a major overhaul of the entire document. The end result will be a standard test method that, over time, will standardize Rockwell hardness testing in North
America. Wondering why it takes seven years to modify a simple specification? There are a number of reasons:  The group only meets twice a year, and meetings last only two hours each. The group only meets twice a year, and meetings last only two hours each.
Technical issues usually give rise to debates whose resolutions require either studies
or other drawn-out processes to reach a compromise.
Any negative votes from balloted members must be addressed. If the negative arguments are found to be persuasive, the approval process is halted until changes are
made and the issue is reballoted.
When NIST became involved in rewriting the specification, the focus shifted from creating a general document to developing an exact specification. In an effort to
conform to ISO 6508, timing, load tolerances, diamond configurations and verifications all became areas of focus. Additionally, the entire format of the specification was
reworked. These changes, while extremely valuable, have added significant time to the project.
The final version of ASTM E18 was sent to ballot last fall and, as was expected, received a variety of negative responses. Some of these negatives were deemed
persuasive, meaning that some of the language used in the document needed to be changed and the specification reballoted.
With such a lengthy process, it's easy to understand how many rumors, misconceptions and outright untruths can be transmitted throughout industry.
Unfortunately, some of these fallacies have convinced users to purchase new equipment to meet the new specification. Before making any hasty purchases in the name of
compliance, make sure you're familiar with the most common myths about ASTM E18's requirements. Myth No. 1
Old analog machines will need to be replaced by new machines to meet the new specification. Fact: This rumor initially started during a version of the rewrite that called for all
Rockwell hardness testers to have direct verifications performed on them on a scheduled basis regardless of how they perform on an indirect verification.
Typically, hardness tester verification is indirect. During this process, the calibration technician runs five hardness tests on three certified hardness test blocks, representing
the high, middle and low ranges of the scale being verified. This process is repeated for each scale the user is interested in certifying. If the instrument reads within the
tolerances of the test blocks, the machine is deemed certifiable. This method of verification takes into account and combines all of the variables that produce the actual
hardness number, just as would be done during actual testing. During a direct verification, the service technician segregates and measures all of the
individual components of the test, such as preliminary force, total force, force at elastic recovery, measuring device accuracy and frame hysteresis. It was due to the fear that
many of the older machines would fail this direct verification (despite passing an indirect one) that Myth No. 1 was propagated.
Had the scheduled direct verification requirement remained in ASTM E18, this fear may have become a reality because--as some manufacturers have admitted--many of the
earlier models would not have passed a direct verification when they were new, let alone after 20 years of use.
The eventual consensus of the group was that the hardness number achieved in the indirect verification is more significant than the direct verification results, provided the
hardness number obtained on the test blocks is correct. Should the instrument fail an indirect verification, a direct verification is to be used to determine the source of the
error. Once this is corrected, the instrument must undergo another indirect verification. If the instrument passes the indirect verification, it would then be certifiable.
Should the error detected in the direct verification be unrepairable (meaning that repair would be financially unfeasible), the instrument would be deemed unusable and taken out of service.
Myth No. 2 The only machines that will meet the new specifications are load cell machines. Fact:
ASTM E18 outlines the proper parameters for each of the measurable components of the test, specifically those verified in a direct verification. The document
doesn't specify the method of loading. As a matter of fact, none of the loading methods (dead weight, spring or load cell) are even mentioned in the specification.
Hardness results aren't affected by the loading method. The specification addresses accuracy, consistency and load rate because inconsistencies in these variables can have
dramatic affects on the test results. Any loading method that can meet the strict criteria outlined in the specification is appropriate for use.
Myth No. 2 has been propagated by some load cell machine manufacturers in an effort to increase sales. Myth No. 3 All Rockwell machines must be certified NIST-traceable for all of the scales that are being calibrated. Fact: Currently, NIST only offers standard reference materials (SRM) for the Rockwell C-scale. SRM test blocks are utilized by hardness-test-block manufacturers to calibrate the instruments that they utilize to calibrate hardness blocks. The goal is to ensure that the
block manufacturer's standardizing machine produces results as close as possible to the NIST standardizing machine. All test-block manufacturers claiming NIST traceability
must, among other things, utilize NIST-traceable blocks to calibrate their standardizing machines.
Because NIST only offers SRM blocks for the HRC scale, it's easy to understand that only Rockwell C-scale blocks can be commercially produced with NIST traceability.
Therefore, only the HRC scale can be calibrated traceable to NIST. All other scales are calibrated in conformance with ASTM E18, while traceability resides with the block manufacturer. To include any forthcoming NIST-traceable scales, the proposed version of ASTM E18 states that NIST-traceable blocks must be used where available. Myth No. 4 Old Rockwell testers won't meet the proposed specification due to the changes in the
timing of preliminary force, total force and elastic recovery.
Fact: There are changes in timing in the proposed version of ASTM E18; however, they shouldn't affect most existing machines, especially the nonmotorized machines that
depend on the operator to actuate the test cycle. A previous draft of the specification required extended dwell times at preliminary force
and a lesser tolerance at elastic recovery, which would have dramatically extended testing times and may have required more extensive modifications in many existing
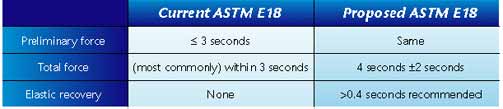
machines. Recognizing that the negative impact on industry (both in productivity and machine modification costs) was greater than any benefit to the test, timing has been modified (see Table 1).
Table 1: The Proposed ASTM E18's Specified Loading Times
Elastic recovery is the indenter position after the removal of the additional force
(reading position). This is to allow for the elastic recovery of the part and the machine. The balloted draft of ASTM E18 doesn't mandate, but rather recommends, an extended
dwell time at elastic recovery. All manual machines are capable of meeting this aspect of the test, as the operator has total control over the dwell times. Some digital machines
may require modification to delay the capture of the reading at elastic recovery. Myth No. 5
Diamond indenters must be replaced with NIST-traceable indenters. Fact: Diamond indenters are one of the Rockwell test's most difficult variables to control. Currently, no NIST-traceable indenter exists, which means that there is no
indenter standard to which diamond manufacturers can directly compare performance of their indenters. Radius, angle, blend and crystallographic structure can all play a part
in the results achieved by a specific indenter. Diamond manufacturers are capable of measuring the dimensional characteristic of the
indenters, ensuring compliance with ASTM E18. However, until there is a NIST-traceable diamond indenter, no true technique for evaluating the performance of a
dimensionally correct indenter will exist. The proposed version of ASTM E18 will require that each indenter be serialized by the
manufacturer and verified on the machine on which it is to be used prior to being put into service. This verification can be performed by the end user and will require that the
user do an abbreviated indirect verification utilizing the proposed indenter. At press time, it is still appropriate to utilize any indenter that conforms to the current
version of ASTM E18-00. This means that any existing indenters that met previous versions of ASTM E18 are acceptable for use today, provided you can pass an indirect
verification on NIST-traceable test blocks. Some older diamonds will not read the NIST values at all hardness levels. In such
cases, it's necessary to replace the indenter. In other cases, your existing indenter may read NIST test blocks properly. Although this may change when NIST-traceable
diamond indenters become available, for the present, it's appropriate to continue to use these indenters. Myth No. 6 All heat-treating procedures will have to be changed in order to compensate for the upward shift in the hardness values by as much as 0.80 points at the upper end of the HRC scale.
Fact:
It's true that depending upon the manufacturer of test blocks that you used, values at HRC 63 may have shifted upward by as much as 0.80 HRC. With some
manufacturers' blocks, the shift was not as great (thereby reiterating the need for standardization). Typically by HRC 50.0 the shift is negligible, so if your parts run in this
range, there is little to concern yourself with. However, if your parts run HRC 60 and above, you may need to address the issue.
The worst thing you can do is shift your procedures. If the parts performed properly at HRC 60, change your specifications to allow for the shift. What happens in the interim? The only change currently in effect in ASTM E18-00 is the required use of
NIST-traceable test blocks for the HRC scale. Users trying to correlate their results with others (e.g., a heat treater and its customer) must ensure that the machines to be
compared were calibrated against the same standard. While the shift in values may not affect everyone, for those working in the upper range of the HRC scale, correlation
between a NIST-traceable calibrated machine and one that is not NIST-traceable may be a problem. Due to the lack of standardization of hardness values on various manufacturers'
Rockwell hardness test blocks, it's common for two machines--certified using test blocks from different manufacturers--to produce test samples results that vary by 1.0
HRC or more. The solution to this problem is to ensure that both instruments have been calibrated against test blocks from the same manufacturer. (This tip is suggested for all
Rockwell scales.) A similar scenario arises with the NIST-traceable test blocks. While it should not be necessary to utilize HRC test blocks from the same manufacturer, it's
imperative that both parties utilize test blocks that are NIST-traceable. Is it worth the wait?
This new specification is the first concrete step toward standardizing our out-of-control industry and is most certainly worth waiting for. As currently proposed, it's strict where
it needs to be to ensure consistent, repeatable results among users. It also maintains credibility in the worldwide arena. However, latitude is given where required to avoid
penalizing existing equipment, but not to the extent of sacrificing the integrity of the test.
NIST standardization of hardness values was long overdue. While other countries have, for years, benefited from having national hardness standards in place, the United States
has struggled with a commercially controlled, ill-managed, shifting standard. NIST adds stability, uniformity and credibility to the test method. While the HRC scale is the only
NIST standard available to date, standards for other Rockwell scales will be available in the future.
Will it cause inconvenience to some? It will--but not needlessly. While many machines can be adjusted/repaired to conform, there are those testers that are just plain worn out
and will not be worth repairing. However, to the vast majority, the luxury of sharing comparable hardness data with customers and suppliers will outweigh any of these short-term disadvantages. About the author
Douglas McGhee is president of Newage Testing Instruments Inc. (www.hardnesstesters.com), a manufacturer of hardness testing instruments. He's a member of ASTM and serves on the
hardness-related task forces of ASTM E28 Mechanical Testing. This includes ASTM E28.06, which is responsible for the revision of ASTM E18. |