| by Dirk Dusharme
Your surface plate, that big,
flat rock sitting in your temperature-controlled inspection
lab, is the foundation upon which many--if not all--of your
dimensional measurements stand. Of course, it’s also
well guarded by your inspection lab manager. Selecting and
caring for a granite surface plate is key to ensuring that
your products’ dimensional specifications are as accurate
as possible.
|
Because they already had the equipment and expertise
for working with stone, it’s no surprise that
granite tombstone and memorial makers were the first
granite surface plate manufacturers. Herman Stone,
Rahn Granite Surface Plate Co. and Velsey were the
first and later Rock of Ages, which still produces
surface plates mostly for the OEM market.
“During World War II, iron was hard to get
and they needed surface plates, so someone went to
a stonemason and asked if they could make a really
flat tombstone,” explains Don Rahn, former president
and owner of Rahn Granite Surface Plate Co. and son
of granite surface plate pioneer Rudolf Rahn.
That’s how a stonemason by the name of Velsey
came to be the creator of the first granite surface
plate, says Rahn. Velsey (no one seems to recall his
first name) eventually left his employer, Gregory
Stone, and started his own company, The Surface Plate
Co. (later Velsey Granite), creating granite surface
plates. It’s still possible to find Herman Stone
and Velsey surface plates in use.
One of Velsey’s first employees was Ivan Rahn,
Don Rahn’s brother. Ivan eventually got his
father involved, and the two started Rahn Granite
Surface Plate Co. in 1943. Although Velsey had come
up with the first surface plate, he had no accurate
means to ascertain its flatness. As an engineer, Rudolf
Rahn developed a crude method for measuring flatness
and, later, repeatability. This eventually led to
his invention of the Planekator for flatness and the
Repeat-O-Meter, both of which are still used to gauge
flatness and repeatability.
Rudolf Rahn was chairman of a commission of representatives
from other granite manufacturers responsible for the
inclusion of repeat measurement specifications in
the federal specification for surface plates. Don
Rahn currently sits on the board that is reviewing
a new surface plate standard, ASME B-89.3.7.
As with many old businesses, the originators of
granite surface places have merged or consolidated.
Velsey Granite eventually folded. Herman Stone Co.
was purchased by The L.S. Starrett Co. Recently, Rahn
Granite Surface Plate Co. was purchased by Tru-Stone.
Rock of Ages, which began in 1953, still produces
precision granite products.
|
Due to its physical properties, such as surface hardness
and low thermal expansion, granite is the material of choice
for surface plates when tolerances are critical.
The granite for surface plates is usually quarried from
large pits or cut from the sides of mountains. The rock
is selected based upon quartz content and the history of
the material that has been taken from the quarry site. Nevertheless,
the usability of a particular piece of rock isn’t
really known until it has been brought back to the facility
and cut, when serious flaws such as cracks, which could
weaken the surface plate, can be detected.
The most popular standard surface plate sizes are 18 x
24 in., 24 x 36 in., 36 x 48 in. and 48 x 72 in. The major
surface-plate manufacturers usually stock these sizes but
can custom-build any size plate. The L.S. Starrett Co. has
built surface plates in excess of 40 feet, and Rock of Ages
Corp. and Tru-Stone Technologies have a friendly feud over
who has built the largest, each having produced surface
plates in excess of 50 feet.
Once the blocks have been rough-cut, they’re placed
on a mount, where they remain through the entire manufacturing
process (through delivery in some cases). They will rest
on the same mounting points once installed. They’re
diamond-machined to an initial flatness and then hand- or
machine-lapped to a finished flatness and repeatability
tolerance. Between each lapping process, the surface plate
is allowed to stabilize. It’s then measured for flatness
and repeatability before continuing with lapping.
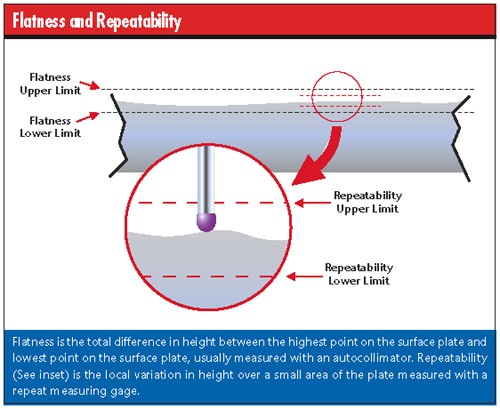
Flatness and repeatability are the two key specifications
that define a surface plate’s accuracy. Federal specification
GGG-P-463c lays out the specification for each grade of
surface plate. Roughly, these two specifications can be
defined as follows:
 Flatness. This specification means that all points on the
surface of the plate will lie between two parallel planes
separated by the flatness tolerance. Put another way, if
you look at the surface plate from the edge, the difference
between the lowest point on the plate and the highest point
on the plate will be no more than the flatness specification.
Manufacturers use three standard grades of flatness defined
by the federal specification:
Flatness. This specification means that all points on the
surface of the plate will lie between two parallel planes
separated by the flatness tolerance. Put another way, if
you look at the surface plate from the edge, the difference
between the lowest point on the plate and the highest point
on the plate will be no more than the flatness specification.
Manufacturers use three standard grades of flatness defined
by the federal specification:
- Laboratory grade AA: (40 + diagonal [in inches] of surface
plate squared/25) x 0.000001 in.
- Inspection grade A: Laboratory Grade AA x 2
- Tool room grade B: Laboratory Grade AA x 4
Depending on the manufacturer, this specification may be
shown as total indicated reading or as a plus/minus tolerance.
Both mean the same thing. A surface plate with a TIR of
250 uin. is no different from
a surface plate with a flatness of +/- 125 uin.
Repeatability. The repeatability of surface plates is measured
with a repeat measuring gage, sometimes called a Repeat-O-Meter,
after the gage invented by Rudolf Rahn, a pioneer in granite
surface plates (See the sidebar above). This instrument
simulates placing a gage block and height gage on the surface
plate. The gage is placed at the center of the surface plate
and zeroed. As the repeat measuring meter is slid across
the plate, the indicator will show any local deviation in
the plate’s flatness. Repeatability measurements are
taken across the entire surface to ensure that there are
no local peaks or valleys that fall outside the repeatability
specification. This specification is much tighter than that
of flatness and also varies with the diagonal of the plate.
For a plate with a diagonal of between 30 and 60 inches:
- Laboratory grade AA: 45 uin.
- Inspection grade A: 70 uin.
- Tool room grade B: 120 uin.
For example, to fully meet federal specifications, a laboratory
grade AA 48 x 60 in. surface plate would require an overall
flatness of within 280 uin. but must not have a localized
variation of more than 45 uin.--as measured by a repeat
measuring meter.
Not all granite is the same. Each type of granite has
particular physical characteristics, three of which are
important for surface plates: hardness (affects wear resistance),
stiffness (the amount of deflection under load) and density.
The physical characteristics of granite vary by composition
and not necessarily by color. You can have two granites
of the same color with distinctly different physical characteristics.
“Each company that sells granite has its own home
brand,” says Dennis Ethen, Tru-Stone’s key accounts
manager. “California has Academy Black granite, we
have Charcoal Black, and Starrett has Crystal Pink. If you’re
looking at a surface plate, the quartz content is important.
The higher the quartz content, the better the plate.”
Quartz gives the surface plate its hardness and resistance
to wear.
Because granite is a natural material, there’s no
precise definition for the rock you’re getting. Tru-Stone’s
black and pink granites fall between 22-percent and 28-percent
quartz content, according to third-party analysis. Rock
of Ages’ Barre Gray and Salisbury Pink granites have
a quartz content of between 24 and 32 percent, says Michael
Caputo, director of Rock of Ages’ Precision Granite
Products division. A 1965 university analysis determined
that Crystal Pink granite from Starrett’s quarry has
a 32-percent quartz content, according to Jimmy Coalson,
sales manager for the granite division of Starrett.
The material to be used for an application is dependent
on the size of the surface plate, the weight of what will
be placed on it, and what kind of wear it needs to have.
The vendors can determine what will work best for the client.
Some types of granite are stiffer than others, meaning that
a surface plate of a certain loading strength can be thinner
when made from that type of granite than with another type.
“If you’re using a surface plate in a traditional
application, sliding gages and parts on the surface, you
want a hard and wear-resistant material,” says Caputo.
Each surface plate manufacturer has a granite that fits
the bill for this type of application.
If weight or thickness is a consideration, a stiffer material
might be the ticket, says Caputo. This could be a stiffer
granite or even a nongranite stone such as gabbro. Gabbro
is much denser than granite but has no quartz and so is
less wear-resistant. It’s also less porous and more
thermally stable. Its high density allows it to be used
in surface plates that are thinner and weigh less than granite
plates of the same strength. It’s also more expensive.
Gabbro is often used in high-precision surface plates when
wear resistance is less of an issue (e.g., CMM bases, where
parts aren’t moved around the plate).
“The first thing you need to determine is what kind
of quality you need,” says Coalson. “Are you
going to be in a lab or out on the floor? How big is the
part? What kind of money do you have to spend?” Coalson
points out that a lot of foreign imports are taking business
away from U.S. surface plate manufacturers.
The others agree with Coalson that imports (mostly Chinese)
are hurting business. Some Chinese imports might cost about
half as much as similarly sized NIST-traceable plates manufactured
in the United States. Although they’re inexpensive,
these plates are often not traceable nor accurate, say these
experts. Nor are they fixable, add both Coalson and Ethen.
Rahn Granite Surface Plate Co., Starrett and Tru-Stone have
all purchased Chinese surface plates with the thought that
if they could be calibrated they might provide an inexpensive
source of surface plate blanks. Neither company was successful
in calibrating the plates.
“They say they’re traceable to the federal
specification, but they aren’t,” says Coalson.
“We bought some and we could never get them flat.”
The main problem is that the plates are not sold with mounts,
says Coalson. Because the mounts represent an integral factor
of plate accuracy and there’s no way to know the mounting
conditions in which they were produced, there’s no
real way to calibrate them. “But people are buying
them like crazy,” he says.
Not all foreign surface plates have this problem, and
some are well manufactured and traceable, says Caputo. Some
large CMM manufacturers purchase Chinese-made granite surface
plates for use with their products. The key is to be aware
of what is out there and be sure that you’re truly
getting what you want.
No matter whom you buy a surface plate from, be sure of
the following:
The plate is certified to GGG-P-463c for both flatness and
repeatability.
The plate is supplied with a mount and/or existing support
pads permanently fixed to the surface plate.
Final calibration measurements are traceable to NIST or
a comparable standards body.
If you consider buying foreign granite, be sure it’s
of comparable quality to what you can find domestically.
Does the manufacturer guarantee quality materials and workmanship?
There may be other considerations, particularly if your
company is registered to a quality management system standard
such as ISO 9001:2000 or ISO/TS 16949. For example:
Are the surface plate company’s lab practices accredited
by a third party such as A2LA?
Is the surface plate company registered to a quality management
system standard such as ISO 9001:2000 or ISO/TS 16949?
Because granite surface plates appear thick and rugged,
they’re often not treated as precision instruments.
The result can be excessive wear on the plate, leading to
inaccurate measurements or expensive relapping. When caring
for your granite surface plate, consider:
Support. Whether large or small, all surface plates must
be supported at the same three points used for support during
its manufacture. From the user’s perspective, if you
don’t mount the plate using the same three points,
the plate will settle differently and possibly be out of
tolerance. Three supports are used because it’s physically
the only way to repeatably support any static object without
the weight shifting from one leg to another.
At times, the manufacturer may use something other than
a three-point support. In that case, there’s a jackscrew
located on each support. The screws are tightened with a
torque wrench until each jack carries an equal load. This
process is done during manufacture, setup and as part of
routine calibration. The supports for a three-point mount
don’t need to be calibrated.
Care. Laboratory-grade plates should be kept in a controlled
environment of between 68° and 72° F and 40-percent
humidity.
Keep the plate clean. Even airborne dust can eventually
cause wear. It collects on the plate and gage surfaces,
and as those surfaces are rubbed together, the dust abrades
the surface plate. Clean the surface plate at the beginning
and the end of a shift using a cleaner recommended by surface
plate vendors. If possible, cover the plate when not in
use.
Don’t set anything on the surface plate other than
gages and the pieces to be measured. It’s not a kitchen
counter, says Coalson. “People set cans of Coke on
the table, and a little runs over the side,” leaving
microscopic pits as the acids dissolve minerals in the plate,
he explains. “It seeps into the granite and it goes
right into the pores. I’ve been into a place where
there were six people eating lunch on a $4,000 surface plate.”
Use. If your measurements involve using a small part of
the table, don’t use the same spot all the time. Over
time, constantly using one corner of the table will wear
down that area. Sure, it may take several years, but if
you’ve invested in something, why not go the extra
mile and change the location of your workstation on the
table?
Don’t place loads on the table higher than what
it’s rated for, says Ethen. “If the load is
higher than rated, the plate won’t come back,”
he explains. “It can bend from millionths of an inch
to thousandths.”
The surface plate should be calibrated upon receipt after
it has had time to normalize to the temperature of its new
location, between 48 hours and a week, depending on the
size of the plate. After that, the surface plate should
be calibrated at least once a year or even every six months
if it receives heavy use. When feasible and depending on
its location, it’s a good idea to rotate the surface
plate. This alleviates the problem of only certain areas
of the plate being used. If it can’t be rotated, try
to change the location of workstations on the plate so that
one area doesn’t receive the majority of use.
A monthly inspection using a repeat measuring gage is
advisable. Some labs do this every day or every week, depending
on how they use the plate. The instrument is relatively
inexpensive (about $500) and easy to use, and the test takes
only a few minutes to perform. Repeatability inspections
may point out areas of the table that receive more use than
others, indicating that the table needs to be periodically
rotated. It may also show that employees are using the surface
plate as a counter. Craig Howell, owner of CPM Labs, notes
that low spots often emerge at the part of the plate that
is nearest the door due to technicians throwing their papers,
briefcases, coffee mugs or lunchboxes on the surface plate
as they enter the room.
Remember, it may be flat, but it isn’t a table.
Treat it like the precision instrument it is. The accuracy
of your measurements rests on it.
Dirk Dusharme is Quality Digest’s technology
editor. Letters to the editor about this article can be
e-mailed to letters@qualitydigest.com.
Our thanks to Rahn Precision, Rock of Ages, Starrett and
Tru-Stone for their help in this story. We also extend our
condolences to Don Rahn whose brother Ivan Rahn, one of
the pioneers in granite surface plates, died during the
writing of this piece.
|