|
|
|
|

Today's Specials |
|
|||||||
|
|||||||
|
|||||||


Article
Measuring New technologies promise to
revolutionize airfoil measurement,
and maybe more.
|
If you were to ask the average airline commuter to explain the mechanics of jet flight, chances are good that the concept of the turbine engine would come up. Turbine engines are critical to jet flight, but they're only as reliable as their components. Given the tight tolerances required during their manufacture and the abuse that turbine airfoils take in their lifetimes, an accurate, efficient measurement system is crucial. The technology of jet engines has come a long way in the past 50 years, but the tools used in their inspection haven't kept up. In an effort to add both accuracy and efficiency to turbine blade measurement, Brown & Sharpe has introduced a revolutionary new turbine blade measuring machine called the AF-X. Unveiled in June at Turbo Expo '99 in Indianapolis, the AF-X combines two patented elements: laser stripe illumination and line-scan camera technology. The technologies were developed by Metroptic, a joint venture between Brown & Sharpe and an Israeli company. The combined technologies are known as a dynamic stripe sensor (DSS). The AF-X is specifically designed to measure turbine blades and will be used by both the power generation and airfoil industries. Although the AF-X can measure all types of turbine blades, Brown & Sharpe views the aerospace industry as its primary market. Within the aerospace industry, advanced airfoil and leading-edge forms have pushed the bounds of existing measurement technologies to quickly and accurately examine blades. The industry's two most common blade measurement instruments are falling behind blade technology: Guillotine gages are pricey and archaic, and coordinate measuring machines (CMMs), although more accurate, are slower. In addition, guillotine gages can't accurately measure a blade's leading and trailing edges--a key element in efficient turbines.
In the past, measuring a blade required an engineer to cut it in half, put it on a shadow graph and then match it visually to a master template. Not only was this process slow and imprecise, but it only allowed for sample testing rather than 100-percent inspection. The next step in the evolution of airfoil measurement was to use guillotine gages, complex devices that snap onto turbine blades. Guillotine gages have remained a mainstay of airfoil measurement for years. "They have their place in the world of measurement within the blade manufacturers of the world," says one industry expert. "Of course, they are less accurate than other methods, such as CMM measurement or Brown & Sharpe's new noncontact AF-X." Guillotine gages are industry-specific and have to be custom-made for each blade design and sometimes for each blade surface. Convincing industry insiders to switch from their considerable investment in the manufacture and maintenance of this gage system is an admittedly difficult task. "As a cost issue, many have invested heavily in guillotines," notes David Genest, Brown & Sharpe's director of marketing and corporate communications. "As a speed issue, no CMM can match the speed of these gages, notwithstanding their level of inaccuracy." The guillotine gage's intricate design provides many of its drawbacks. "It's a mechanical instrument, so if you drop it or neglect to calibrate it regularly, it becomes less accurate," explains Genest. Part of the accuracy problem lies in the guillotine gage's user-oriented interface. The gage consists of a series of mechanical sensors that snap onto a blade surface. These instruments are used to measure a blade's dimensions at a particular cross section or set of cross sections. "You mount the blade to a fixture, attach this gage, take the measurements and write them down," says Genest. This fairly mechanical and user-oriented process introduces many variables and subsequent chances for diminished accuracy. The price of a guillotine gage ranges broadly because larger blades with more complex curvatures require more expensive gages. At tens of thousands of dollars each, a set for a number of blade designs can easily cost more than the AF-X's $205,000 price tag. Guillotine gages are quickly becoming yesterday's technology. Although most blade manufacturers now use CMMs because of their greater accuracy, the guillotine gages' speed has prevented them from being eliminated completely. Present: CMMs "One advantage of coordinate measuring machines is that they can be used on the shop floor to inspect components in a production environment," says Genest. Not long ago, CMMs were heralded as guillotine replacements. They can be used to perform a variety of critical engine component inspection routines. Some scanning CMMs, including Brown & Sharpe's own Chameleon, are capable of scanning blades' leading and trailing edges. CMMs offer increased accuracy and flexibility over guillotine gages. With CMMs, gone are the days of needing a specific tool for each blade design. Gone are the days of poor accuracy and archaic design. So why aren't the days of the guillotine gone? "Ten years ago every gaging program that came along included a guillotine gage, but now we build only two or three a year," says Michael Scanlon, engineering manager at Apollo Products, a custom gage and fixture manufacturer. In the interest of compensating for some of the shortcomings of guillotine gages, some in the aerospace industry have turned to CMMs. "However, buying a CMM to replace just a single guillotine gage wouldn't make sense. Because of what a CMM can cost, you'd consider purchasing one to replace guillotine gages in total," explains Scanlon. However, many who did just that were disappointed. Despite the lack of accuracy that comes bundled with the guillotine's user-oriented interface, and the fact that CMMs can output measurement results automatically and in many formats, turbine blade manufacturers and overhaulers alike were used to the visual and tactile feedback afforded by the custom gages. As a result, companies have been wary of totally replacing guillotine gages. "People liked that guillotine gages are so visual," Genest clarifies. "With them, you can see and touch errors in a blade. CMMs were viewed as slow and foreign." Brown & Sharpe's goal is to replace CMMs with the AF-X for the measurement of turbine blades. "Those using CMMs for other measurements would not get rid of their CMM, but instead would use the AF-X for blade measurement," says Genest. "CMMs are more generic. They're very good at doing many different kinds of measurements, but the AF-X provides more tailored and useful data for this operation."
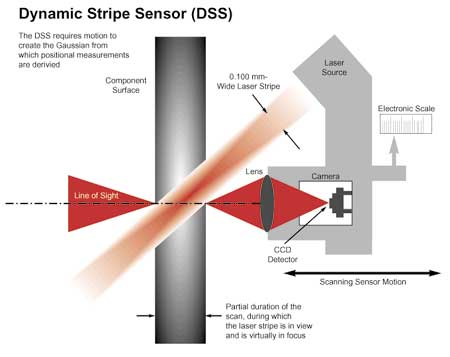
To replace both CMMs and guillotine gages, the AF-X will have to operate faster than a CMM and more accurately than a guillotine gage. The AF-X provides an impressive amount of information at a rapid speed. Operating in a controlled environment, the AF-X can collect up to 20,000 data points per second, measuring a blade 200 mm long in less than a minute with 10-micron uncertainty. By comparison, Brown & Sharpe's Chameleon CMM, fast in terms of CMM speed, collects only two data points per second. The marriage of guillotine-like speed with even more information than CMMs can provide is the AF-X's selling point, claims Genest. To offer complete 360 degrees of measurement, the AF-X incorporates four synchronized, simultaneous-reading DSSs. Each consists of two stripe-generating lasers and a line-scan CCD camera in a monolithic body. The four DSSs scan a complete cross section of the blade, including the critical leading and trailing edges. The ability to measure the edges set the AF-X apart from other technologies and is another key selling point of the product, says Genest. Another benefit of the AF-X's use of DSS technology is fast and accurate output. Although a guillotine gage is a quick tool for immediate feedback, the resulting data is insufficient at best. "Because of the nature of guillotine design, an operator can mistakenly get an unacceptable blade to pass through guillotine inspection," explains Scanlon. "A given guillotine might measure 12 points on a blade surface, while a CMM could increase that number to a thousand points," adds Genest. "The AF-X deals with thousands and thousands of points. So while a CMM and the AF-X may have comparable machine accuracy ratings, the AF-X gives the user a much more complete picture of what is happening on every surface of a measured blade." To convey its findings, the new AF-X includes a PC and custom software in an industrial cabinet. AF-X's software illustrates measurements in a 3-D rendering of the measured part. In addition, any points on the blade under or over allowable tolerances are highlighted for the user. This advanced software program provides special routines developed exclusively for airfoil measurement and inspection applications. AF-X's software gives users many measurement options, plus a variety of formats in which to archive and report data. Looking ahead The AF-X's scalability suggests additional applications. "We see a market for this type of system not only in turbine engine blade manufacturing and inspection and repair operations, but also for other applications where large amounts of accurate data are needed to check form and shape," says Frank Curtin, Brown & Sharpe's chairman, president and CEO. The patented laser-strip illumination and high-performance line-scan camera technologies will likely be used in the future to measure items as large as aircraft body sheet metal and as small as electronic circuits. "Coming right on the heels of the AF-X will be a similar configuration of the machine with the same measuring technology for the measurement of dies and molds," adds Genest. "That's a natural because of the complex surfaces involved. Next, we'll be measuring silicon wafers and other products in the electronics sector. In the long term, we will be using this technology to replace scores of traditional CMMs." About the author Robert Green is Quality Digest's assistant editor. E-mail your comments to afx@qualitydigest.com .
|



Menu Level Above
This Menu LeveL
Menu Level Below
Copyright 1999 QCI International. All rights reserved.
Quality Digest can be reached by phone at (530) 893-4095. E-mail: Click Here