| by Kennedy Smith
At a metrology lab’s
disposal are myriad measuring tools, one of the most common
being the coordinate measuring machine. Others, like hand-held
gages and roundness measuring machines, ensure that your
measurements are accurate and your parts meet specifications.
But what happens when you have to measure something so
big that it doesn’t fit on the machine and using a
hand-held gage would be futile? In these instances, many
companies turn to noncontact inspection.
Large-part noncontact inspection is widely used in the
automotive and aerospace industries, where it’s common
to find extremely large parts in need of measurement, such
as an aircraft wing or the body of an automobile. These
industries have found that the most sensible solution is
to use one of many noncontact devices capable of measuring
large parts without wasting time or resources.
There are several devices to choose from when it comes
to large-part noncontact measurement. As far as accuracy
is concerned, many of these devices are comparable, but
there are other factors to consider when choosing the right
system, namely cost per measurement, speed and ease of use.
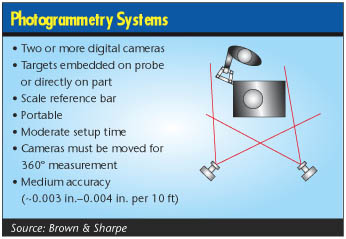
Photogrammetry is based on digital camera technology.
The instrument takes a digital image of the target and was
originally used with film cameras for mapmaking. “During
the past 15 years or so, digital cameras have made photogrammetry
more adaptable to large-part measurement,” says Gary
Card, marketing manager for Brown & Sharpe.
Photogrammetry works by taking an image of the target
and comparing it to something that would give it relative
size; a yardstick is a rudimentary example. The user puts
the yardstick somewhere in the image and captures the relative
position between the target and that marker.
Modern photogrammetry systems use two or more digital
cameras to capture an array of LEDs embedded on a probe.
A computer uses the location of the LEDs to determine the
position of a point in space.
Theodolites use optical sensors and encoders to map data
points and record the position of a part. They typically
contain an electronic system capable of triangulating targets
in relation to the part, but this type of system doesn’t
scan the part. Theodolites are a good choice when accuracy
is more of a concern than speed.
The principle behind the theodolite is similar to that
of the laser tracker in that it uses motorized devices to
develop the horizontal and vertical readings, the angle
readings, and the distance readings from the beam that it
emits.
Walter Pettigrew of Carl Zeiss IMT Corp. explains how
this technology works. “Let’s say you have three
optical devices, and you point all three of them at a spot
on the part,” he suggests. “You can triangulate
and locate that feature. Then, if you focus it on another
feature, you can relate the distance between them--much
like surveyors on a construction site. You first have to
establish three locations and get the distances between
them. With basic geometry and trigonometry, you can calculate
the part’s position.”
Laser trackers utilize a laser beam to collect data from
retroreflective targets located on the part. The beam senses
movement of the mirrored target and follows its location.
Data points are typically recorded at near 1,000 points
per second. In order to calculate the information, a laser
tracker uses a laser interferometer, two precision encoders
and software. An advantage to using a laser tracker is that
it provides consistent accuracy and repeatability.
For instance, FARO’s laser tracker has a range of
70 m. It sends out a laser beam to a spherically mounted
retroreflector. The return beam from the SMR is followed
by the tracker. The tracker reads the distance and horizontal
and vertical angles to the target 1,000 times per second.
Software reports the data in X, Y and Z coordinates. The
laser tracker can be used with a single hand-held target
or can “point and shoot” at an unlimited number
of fixed targets.
The laser tracker and laser scanner are both highly precise,
have large working ranges and utilize lasers. There are
some distinct differences, however. The laser scanner is
fully noncontact, whereas the tracker measures the location
of a retroreflector that comes into contact with the part.
Because the tracker relies on retroreflectors, there is
some manual work involved in moving them to different locations
on the part. The scanner, on the other hand, is automated.
MetricVision’s coherent laser radar scanner is an
example. “Our scanner is very much like the laser
tracker as a reader of azimuth, elevation and range, but
unlike a tracker, we can automatically move it or program
it to measure over a complete surface,” explains David
Dozor, COO of MetricVision. “With a laser tracker,
you need someone carrying a retroreflector. Our system is
automated; it doesn’t require a cooperative target.”
MetricVision’s model V200 is distributed in certain
markets as Leica’s LR200. It has an extremely large
range as well. “We can take measurements down to a
tenth of a millimeter in an area of up to 48 meters,”
says Nicholas Bloch, vice president of global marketing
and communication.
Articulated-arm CMMs, such as the FaroArm, fall under
the category of “large-part noncontact measurement
systems,” not because they’re capable of scanning
a large part but because they’re flexible and portable
enough to work around a large part.
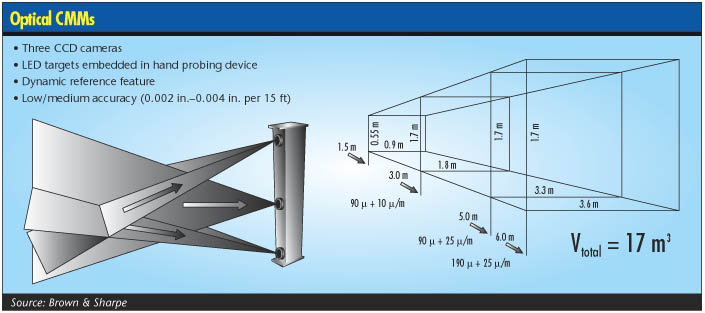
In the realm of optical CMMs, Zeiss offers the Eagle Eye.
On a normal three-axis CMM, there’s another three-axis
manipulator. On the end of that manipulator is a laser scanning
device. In other words, it throws a laser line on the surface
of the part and measures everything that the line comes
into contact with.
“Part of the reason we have a sophisticated manipulator
on the end of the machine is that it’s relatively
important to keep the laser normal to the surface of the
component,” explains Pettigrew. “Lasers on CMMs
have been around for at least 20 years, if not longer. What’s
different here is that the sampling rates and resolution
are much higher.” Because there are times when contact
measurement is integral, the Eagle Eye system is designed
to switch back and forth from contact to noncontact.
Pettigrew suggests that the best way to accurately measure
something large is often to combine contact and noncontact
measurement. “It’s sometimes difficult to read
all the elements of a feature using noncontact measurement,”
he asserts.
The main factor in choosing whether to use contact or
noncontact is accuracy. “Certainly size is a consideration
because some things simply exceed the size that a CMM can
handle,” says Card.
Dave Genest, marketing director at Brown and Sharpe, notes
another factor. “When a piece is large with many surfaces,
it drives you toward noncontact inspection because it can
take millions of points,” he adds. “You don’t
want to spend the rest of your life measuring each part.
You would tend to go the noncontact route if you’re
dealing with multiple surfaces as opposed to geometric elements.”
Experts agree that, on the whole, noncontact systems are
not as accurate as contact systems. However, Brown &
Sharpe’s research suggests that most large-part noncontact
measurement systems have similar accuracy. “We looked
at the laser tracker, theodolites, photogrammetry and articulated
arms, and they all seem to have the same general range of
accuracy,” reports Card. “For example, for a
part that’s 30 feet long, you would get somewhere
in the area of 0.002 to 0.005 in. accuracy regardless of
what instrument you choose.”
This begs the question: How do you know which system is
right for you? Card says it comes down to what you’re
accustomed to and how much money you’re willing to
spend. “You have to look at how often you’ll
be using the instrument--what the payback period would be,”
says Card. “If the piece of equipment is $200,000,
you’d have to be able to justify that. A similar piece
of equipment that could do roughly the same thing for about
the same accuracy might go for $100,000.”
It’s important to keep in mind the cost per measurement
when investing in a noncontact system. “When you talk
about the cost of a system, especially in a resource-constrained
environment, you have to think about the cost per measurement,”
says Mark Shudt, vice president of marketing and sales at
MetricVision. “In other words, figure out how often
you’ll use the instrument before investing too heavily
in one that might end up sitting in the corner of the metrology
lab.”
Some experts suggest that indoor global positioning systems
will become more prevalent as time passes. “It works
similarly to our K-series machine,” says Card. “It
uses infrared light and receivers, so it has a transmitter
and receiver. There would be a number of transmitters set
up around either the factory or the room, and receivers
would be placed on either the part or a hand-held probe.
A connection between the transmitter and receiver would
pinpoint the location of the part.”
As for photogrammetry, emerging digital camera technology
might make this method more user-friendly. “All you
have to do is visit your local electronics store and look
at all the digital cameras,” says Pettigrew. “The
cheaper they get, the more accurate they get; and the bigger
they get, the better the technology is going to be.”
“The core R&D that we’re pushing with
as much of our recourses as available is algorithm development,”
says David Dozor, COO of MetricVision. “Holes, gap
and flush, and character lines are all things that our customers
would really like to measure with the instrument. We’d
like to control the scanner and laser radar to collect that
data without a whole lot of aggravation.”
Kennedy Smith is Quality Digest’s associate
editor. Letters to the editor regarding this article can
be sent to letters@qualitydigest.com.
Much of the content in this piece was contributed by
Gary Card, marketing manager for Brown & Sharpe.
|

 Photogrammetry
Photogrammetry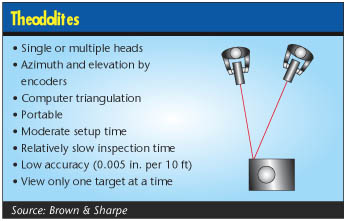 Theodolites
Theodolites Laser
trackers and scanners
Laser
trackers and scanners Articulated-arm
and optical CMMs
Articulated-arm
and optical CMMs