|
|
|
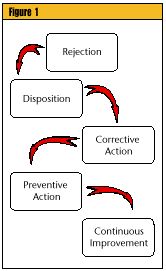
Continuous improvement begins with properly identifying a problem or nonconformance and then fixing it. This process also addresses the nature of the problem and the environment within which the problem exists, and then changes the environment to ensure that the problem doesn't recur. Each step builds and improves on the former; each level covers more aspects than just the original identified problem and has a wider, more telling effect on the organization. Today's management systems provide a way for management to make something happen. Continuous improvement in quality, environmental, health or safety is part of this formula and the backbone of how change occurs. How we got there In the beginning, when organizations had nonconformances, they simply fixed or scrapped the defective products. Eventually, organizations grew tired of fixing defective products and decided to develop corrective actions to address the immediate causes of nonconformance, thereby preventing the nonconformance from recurring. With time, organizations found that simply correcting the immediate nonconformance wasn't enough. The concept of preventive action was then advanced to attack the root cause to keep nonconformance from occurring to begin with. However, the competitive nature of the marketplace demanded that even existing conforming processes be improved. Organizations adopted continuous improvement in order to survive and flourish in a dynamic environment. Are nonconformances, dispositions, corrective actions, preventive actions and continuous improvement unique individual concepts or a single chain of events that build on the former and support the later? They are a single, interrelated process--an evolution wherein each element begets the next and each generation learns from the previous. Organizations must learn to determine which system they currently have and discover how to design one that delivers continuous improvement. Rejection is widespread The rejection, the nonconformance and the discrepancy is never expected. However, every organization experiences such unplanned events. A product that doesn't meet the user's expectations (whether the user is an inspector, tester, reviewer, manager, peer or customer) is a nonconformance. This includes nonconforming software and services. If the organization accepts the nonconformance as a visible symptom, it can proceed to identify and fix the problem. In order to control a nonconformance, it must be identified, segregated from good product in some way and dealt with in a timely manner. As long as a known nonconformance remains in the system, it will continue to affect products and services, and customers will notice. Identifying a nonconformance may involve different procedures, depending on the product or service. These can include placing a red tag on a defective part, quarantining a software code or issuing a stop work notice on a construction site. Segregating also may take any number of forms from the same action--from flagging it to placing it on a designated shelf to locking it up. Finally, the organization must correct the process or disposition the nonconforming product. "Houston, we have a problem ." A disposition, simply put, is what the organization does with the nonconformance. Traditionally, the disposition takes one of the following forms:
It's important to decide what to do with the nonconformance and when to carry out the identified action. All too often, due to a variety of reasons, the disposition is not identified nor carried out. Engineering wants to look at the nonconformance again or do a study. The software designer says it will be caught during the next release. Project managers say they need it and, of course, the purchasing agents say that as soon as they have a moment, they will call the vendor. But no one wants to be the one to scrap an expensive part. For many years, this is where the quality process stopped--once something was broken, it was fixed. This process of corrective action is inherent to the human condition. In ancient societies, a corrective action translated to learning from your mistakes or starving. For today's automated assembly lines, dynamic marketplaces, international corporations and competition, the corrective action process requires more discipline to guarantee that opportunities for improvement are not lost. And those changes should occur when and where they are appropriate. The correction The corrective action process is well-defined and heavily documented. Yet, the question remains: Should there be a corrective action for every nonconformance? The answer is a resounding and definitive yes--and no. As always, it depends on many variables. Where does the nonconformance come from? If it's from a mass production assembly line or a repetitive service, such as hotel maid service, then probably a corrective action every time would be ineffective. However, if the nonconformance originates from a customer or management review, a corrective action for each nonconformance may be appropriate. Like the disposition, the corrective/preventive action originates from a well-defined nonconformance statement. This statement may be singular (a customer complaint or internal audit finding) or a compilation of nonconformance statements (generated from a trend of defective parts). Whatever the case, the problem must be clearly stated and understood. Finding the cause In order to ensure that an identified nonconformance does not recur or occur again in another form, an accurate and comprehensive investigation must be conducted to identify the root cause of the nonconformance prior to implementing any permanent change. Why exactly did the nonconformance happen? To arrive at the true cause of the nonconformance, care must be taken not to readily accept the obvious reasons. Try asking "Why?" five times. For every nonconformance, there exists a readily evident cause. For example, a machine doesn't work because it wasn't plugged in. A disposition would be to plug it in, temporarily fixing the problem. If that is the only action, the nonconformance probably will occur repeatedly. With a little more investigation, starting with "Why was it unplugged?" it may be discovered that the operator on the previous shift unplugged the machine. The next time, the machine is plugged in again and a note is attached that asks the previous shift not to unplug any of the equipment. The nonconformance may have been taken care of, but perhaps not in the correct manner. One more "Why" might have uncovered that the equipment was unplugged because it was overheating and maintenance hadn't gotten around to fixing it. The previous dispositions have now resulted in equipment that still doesn't work, and the repair is more expensive because the overheating caused damage. A more thorough investigation in the beginning would have shown that the machine was unplugged, a process to communicate between shifts was unavailable, and the maintenance department was understaffed and had no method to prioritize its work. Correct or prevent In many organizations, the principles and concepts of corrective and preventive actions become terribly chaotic. Corrective action addresses recurrence of the problem, and preventive action addresses the occurrence of a problem. Once the nonconformance and root cause are identified, a suitable action must be taken. The corrective action should address the nonconformance as documented as well as the intermediate causes. For example, the last shift unplugged the equipment because it overheated. Fix the equipment and plug it back in. On the other hand, the preventive action should address the root cause and associated conditions. For example, an understaffed maintenance department, lack of communication between shifts and no method to prioritize repairs can be solved by hiring more maintenance personnel and establishing work priority and communication processes. This methodology allows those involved to identify and correct immediate problems and, hopefully, prevent recurrences. It also presents a viable mechanism for the average user to investigate root causes and correct the circumstances, preventing the nonconformance from happening elsewhere in the organization. The next step For a corrective and/or preventive action to be of any use, it must be implemented and validated as effective. Follow-up forms a necessary and essential process element. Each corrective/preventive action needs an established estimated date of completion. After that date, the controlling or issuing agency must ensure that the prescribed action was accomplished and effective. If the review reveals the action didn't succeed as planned, a new date for action must be set. The next logical step in the process is continuous improvement. Many organizations confuse corrective and preventive actions with continuous improvement. Actually, they are two separate issues, each using the same basic approach. The difference lies in where they fall in the life cycle of the organization. Stepping back and looking at the overall organizational process reveals a "level of compliance," a point where perfect compliance exists with the requirements and customer expectations. To achieve this level of perfect compliance requires that corrective and preventive actions be implemented everywhere deficiencies exist. The successful completion of these corrective and preventive actions will bring about perfect compliance. From this level of compliance, mature organizations desire to improve their processes--to achieve even more. The continuous improvement process should follow the same basic process as used for corrective and preventive actions. Identify what to address and the present condition (nonconformance), the present process and controls (root cause), and what changes to implement (corrective action). Once these improvements are made, a new level of compliance will be established. About the author Lee C. Bravener, vice president of NQA, USA, has more than 20 years of direct quality assurance experience. Prior to joining NQA, USA, in 1993, he helped develop and implement quality systems to comply with ISO 9000, Mil-Q-9858A, Mil-Std-1520, NHB 5300, JSC 31000 and Mil-Std-2167/2168. At NQA, USA, Bravener has been lead auditor on numerous ISO 9000, AS9000 and QS-9000 assessments. He has worked in aerospace, electronics, printing, software, manufacturing, biomedical, testing and services. Visit the NQA, USA Web site at www.nqa-usa.com . |
| [QD Online] [Chrysler] [Health] [Consultants] [ISO 14000] [Improvement] [ISO Guide] |
|
|
|

 Achieving perfect compliance requires that corrective and preventive actions be implemented where deficiencies are noted.
Achieving perfect compliance requires that corrective and preventive actions be implemented where deficiencies are noted.