by Roberto Leonardi and Frank Powell What sort of gaging system is best for my application: a customized system or a standard off-the-shelf solution? It seems like a straightforward
question, but there are many factors that need to be considered before arriving at an answer, and in the process, you'll probably discover that the difference between a standard and a customized
gaging system is not always as clear-cut as it might seem. First, let's start with the basics. What do you need to know to determine whether a standard or custom gage is
needed? The initial step is addressing the following key criteria: What is the geometry of the part, what types of measurements need to be performed, and what are the part's specified tolerances?
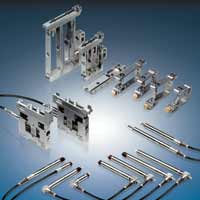
Standard "building block" components (such as these Testar measuring arm sets, pencil probes, plug gages, linear
measuring transmission devices, and data acquisition and display devices) are now available for end users and gage makers for the local production of high-quality
gage applications. |
|
With these questions, a winnowing process begins. Let's say, for instance, that yours is a shaft-type part and you need to check its outside diameter. This geometry and type of
measurement information limits the fields from which you can choose. Next, the relevant aspects of part geometry (i.e., diameter, in this case) come into play. For example, if the shaft
is 80 mm in diameter, a standard Marposs gage with one pencil probe can be used to measure it; if the diameter is greater than 80 mm, two pencil probes are needed. The standard compromise The above example illustrates an important fact about standard gages: They are all
compromises. Each standard gage is designed, with both technical and economic considerations in mind, to handle a wide range of applications. But no single device can handle
all of the relevant applications. The part's specified tolerances also contribute to the winnowing process. An effective
and economical gaging solution for a part with a 10-micron tolerance might be physically incapable of checking a similar part with a one-micron tolerance.
The types of required part measurements can influence gage selection in other ways as well. For instance, even if your shaft-type part has a diameter that falls within the 5�80
mm range, measurement combinations that require closer gage contacts than those that standard gages are able to provide can be specified. Is this specification merely
arbitrary, or is it a vital aspect of quality assurance for that particular part? If it's the latter, you'll have to forego the typical advantages of a standard gage (e.g., lower cost
and faster delivery) and go with a custom-built solution. The semi-standard solution
It's worth noting here that custom solutions don't always have to be built from the ground up. In the example just cited, it may be possible for the gage supplier to adapt its
standard solution to meet your application's specific needs. Such solutions are sometimes referred to as "semi-standard." The time and cost savings resulting from this
approach could be significant. Then again, you might discover that you have no choice

An example of a semi-standard gage, the Marposs M57 shaft gage is highly adaptable through customization and
features a robust design to accommodate automated loading.v |
but a custom-built gage, given your particular application. If that's the case and a custom gage is engineered and built well, it should give you years of
productive use. Still, it only makes sense to see if the standard solution can be adapted before opting for the more expensive, fully customized alternative.
How will your part be loaded into the gage? This is another question that needs to be asked as you evaluate the "standard vs. custom gage" question.
Let's say that you need to measure a shaft-like part. In this case, you might wish to consider a multidimensional gage designed for shaft measurement, such as the Marposs Quick Set.
However, gages like the Quick Set are designed to be manually loaded, so if your production system specifies automatic loading, you will need to
consider another option (e.g., the Marposs M57A shaft-type part measurement system), which can be loaded either manually or automatically.
The Quick Set is a standard gage, with only a small proportion of its parts (5�10%) falling in the optional or customizable range. The M57 is a semi-standard gage. Its basic
design and about half of its parts are standard, with the remainder of its parts being customizable, if needed or desired. Other gage manufacturers offer similar products.
Mix and match customization
Even many of today's custom-built gages have some standardized features, a growing trend that might yield time and cost benefits for gage users. Case in point: the
emergence of devices such as Marposs' Advanced Measuring Armsets, which represent a new generation of transmission devices that eliminate the wear-prone bronze
bushings of older transmission devices. AMAs are used as components within
Some standard gages, such as this Unimar gage head, offer tremendous versatility to accommodate jobs ranging
from in-process OD or ID measurements to post-process applications. |
|
Marposs gages and are also sold to fixture makers and special gage builders. The same is true for pencil probes, data acquisition and display units, and a variety of other devices.
The attraction is that these standardized components can often help you build your custom gage more quickly and for less money than was previously possible.
Reconfigurability is another issue to consider when weighing gage options. How much do you expect the part to change during production? Can a standard gage be adapted
to accommodate those expected changes? These are vital questions. Perhaps you are evaluating standard gages from two separate manufacturers (Let's call them X and Y).
Both can handle your application, but gage X is cheaper. Gage Y, on the other hand, is more easily adapted to handle changes in the part and/or changes in the checks that need
to be performed. Which do you choose? There is, of course, no easy answer. You must find a solution based on your best
understanding of the technical and business roadmap in front of you. It's a question that is best answered by specifics rather than generalities. There is, however, one generality
that should be kept in mind: In an age of simultaneous engineering and frequent product changes, ease of reconfigurability is generally a plus.

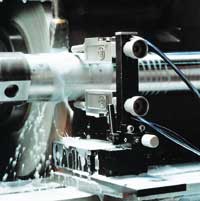
Standard gages are usually developed in response to market demand for reliable, cost-efficient application solutions. For
example, the Fenar L in-process gage, which is now a Marposs standard, was specifically designed to meet the requirements of a new generation of CNC eccentric grinders.
|
|
The air-gaging paradigm In some cases, the application itself solves
the "standard vs. custom" dilemma. This is well-illustrated in the case of air gages. These noncontact devices use restriction of airflow between the gage plug orifice and the part
being tested to perform dimensional checks. The systems are generally used when very small tolerance ranges of less than �0.003 in. are expected; they're also typically the gage
of choice for small, deep bores. Air gages, by their very nature, are custom instruments because each is designed in reference to the specific part and part features it is intended to measure. Despite their accuracy and low purchase price, however, there might be times when you would want to look for a standard solution to what would otherwise be a typical
air gaging application. These include cases in which coolant or other contaminants on the part's surface hinder effective air gaging, or when flexibility is desired, as in cases in
which expected changes to the measured feature make a retoolable gage desirable. Also, keep in mind that although the initial purchase price of an air gage is low, its need
for an ongoing supply of clean and dry air at a constant pressure of flow adds considerably to its overall cost of ownership.

In the proper applications, optical gages offer a highly standardized measuring solution. With the OptoQuick Set gage,
diameters up to 85 mm (3.46 in.) and lengths up to 700 mm (27.559 in.) can be checked using infrared-type optoelectronic probes (CCD) and glass
scale. Fast (up to 800 scans/second), reliable and accurate, it can be used on the shop floor or in the laboratory. |
|
Optical gaging systems While air gages are custom-built, optical gages are, by nature, standard products.
Optical gaging systems utilize light to make dimensional, geometrical and positional checks on production parts. These tools consist of four principal components: a light
emitter, a receiver that converts the light to an electrical signal, a series of optical lenses, and an electronic amplifier that manages the emitter and receiver to process the signals
and establish meaningful measurement data. Optical measurement technology is ideally suited to applications in which noncontact is essential, in which a large measuring range
must be covered without retooling and in which machining is performed at high operating speeds (thereby accommodating the optical system, which is itself very quick).
Typical applications of optical gaging systems include pre-process control of excessive stock, intermediate-process size control (on
centerless grinders, for example) and post-process checks for dimensional control or final inspection.
Optical measurement technology is available in a number of gaging formats. One of these is light-intensity comparative gaging, which is now almost obsolete. Other types
include laser scanning, infrared shadow-cast (or CCD array) and laser-diffraction gaging. We should note here that recent advances have allowed infrared shadow-cast
systems to be applied to a variety of applications for dimension and shape-error determination with a wide array of parts.
Optical gaging is an exciting technology, made even more attractive by the standard nature of the optical gage heads that need merely to be retooled or programmed, like a
CNC machine tool, to meet an extremely wide range of applications. So what's the catch? The workpieces need to be clean and dry; even coolant film on parts can distort
an optical gage reading. This is a condition with which many of today's plants simply can't comply. Another restrictive requirement is that the light in the plant has to be
reasonably clear and bright for these gages to do their work. Again, this may exclude optical gaging as an option for many plants.

The M110 measuring machine is an example of a highly customized gage designed for the individual application
using standard components. This sophisticated gage automatically measures 80 to 100 or more part characteristics in a high-production manufacturing system. |
|
Other questions to consider when deciding which gaging solution is right for you include: Will the gaging be performed in-process or is this a post-process application? Will the gaging be performed in-process or is this a post-process application?
What is the state of the environment within the plant? (Will temperature compensation need to be provided?) What is the state of the part when it is checked? By addressing the questions set forth in this article, and heeding the advantages and disadvantages of the technologies discussed,
you should be able to specify the gaging system that makes the most long-term sense for your application.
About the authors Roberto Leonardi and Frank Powell are product managers at Marposs Corp. in
Auburn Hills, Michigan. Marposs designs and manufactures inspection, measurement and process control technologies. E-mail the authors at marposs@qualitydigest.com .
For more information about Marposs, visit www.marposs.com. |



