| by Michael W. Metzger
Today’s recovering economy
demands manufacturers become as productive, efficient and
competitive as possible--while usually providing fewer resources
to help them do so. In addition, quality must not be compromised
as costs are mandated to be lowered.
It’s a challenge, but advances in optical inspection
and microscopes for industry are helping to meet these demands
and fuel productivity growth over a wide range of industries.
Optical inspection and microscopy span a huge range of
manufacturing industries. Manufacturers of electronics,
medical devices, automobiles and more all share a need for
optical microscopes for inspection.
Stereomicroscopes, compound microscopes and video measuring
instruments make up the bulk of what is being used in today’s
manufacturing environments. Each of these inspection tools
is like a building block configurable to the exact needs
of the end user. Designers of optical instruments account
for maximum versatility in specifications to keep costs
low and capabilities high. Because of this building-block
design, automation is one of the key component specifications
to consider when evaluating optical microscopes and inspection
requirements.
One of today’s most popular optical inspection devices--especially
in environments requiring low-power zoom magnification--is
the stereomicroscope, which is ideal for operations that
call for hand-held manipulation of a part to see all sides
of the item under inspection. Stereomicroscopes also provide
the advantage of having a long working distance, which is
the free space between the lens and the part being inspected.
The large working distance also supports the operational
need for hand-held manipulation of the part.
 The
compound microscope for industrial applications has a variety
of fixed-magnification objective lenses located on a turret
under the reflected-light illuminator. This tool is for
higher magnification requirements than the stereomicroscope
can provide. It is also well-equipped to provide specialized
optical techniques to help enhance the contrast of the image
so the detector can see it. Compound microscopes are used
in industry for materials image analysis, image acquisition,
part inspection for defects and measuring. They can be configured
with advanced optical techniques (e.g., polarized light,
differential-interference contrast, brightfield/darkfield
illumination and fluorescence) all on the same system. The
compound microscope for industrial applications has a variety
of fixed-magnification objective lenses located on a turret
under the reflected-light illuminator. This tool is for
higher magnification requirements than the stereomicroscope
can provide. It is also well-equipped to provide specialized
optical techniques to help enhance the contrast of the image
so the detector can see it. Compound microscopes are used
in industry for materials image analysis, image acquisition,
part inspection for defects and measuring. They can be configured
with advanced optical techniques (e.g., polarized light,
differential-interference contrast, brightfield/darkfield
illumination and fluorescence) all on the same system.
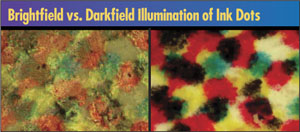
The importance of these advanced contrasting techniques
for the compound microscope can be illustrated through the
real-life experience of a paper manufacturer. When evaluating
the behavior of colored ink dots on the paper, the optical
technique of darkfield illumination was clearly required
to see how the ink dots behaved on the test paper. Did the
ink bleed, run or mix improperly? The darkfield technique
enhanced the color contrast by reflecting the light from
an oblique angle back through the optical system, as illustrated
on page 29. This reflection technique returned each color
separated from the rest and provided a more realistic image
to the detector--the same as our eyes tell us the color
should be. The company previously used a conventional microscope
with only brightfield illumination to view the ink. The
darkfield-produced image was a dramatic improvement because
brightfield illumination transmitted the colors axially,
and the resulting color mix produced a lower-contrast image.
“Video measuring microscopes” is a term used
for several application-specific microscope configurations
that gather discrete geometric data and analyze images.
Some users refer to these by different names, including
automated optical microscopes, vision systems, toolmakers’
microscopes or video measuring systems. This tool is popular
because it combines the best assets of stereomicroscopes,
compound microscopes, digital technology, computers and
precision positioning components such as stages.
What was once only a manual inspection operation is now
becoming a reproducible task suitable for automation. In
industrial microscopy and inspection, advances in computers,
precision stages, filters, lens magnifications, illumination
and digital image acquisition make connectivity and motorization
a rapidly emerging trend. The medical device, automotive
and semiconductor industries require immense amounts of
noncontact inspection and strict controls of processes to
ensure compliance to high-quality standards and productivity.
To meet such high demands, these industries are striving
to eliminate potential sources of error wherever possible.
Metallurgical evaluation of grain sizes and boundaries,
as well as materials sciences, are experiencing improvements
in productivity and quality assurance. This can be attributed
to the automation of acquiring images and performing complex
image analysis.
Industrial inspection operations have historically been
operator-dependent. Parts for inspection were typically
loaded manually under an optical instrument, and a highly
trained technician reviewed the generated images. For microscopy,
most task-specific applications have experienced little
change over time. These operations still require inspection
for defects; identifying the absence, presence or position
of components and small features; classifying defects and
determining their location; or as an aide in an assembly
operation for alignment. Parts will still need to be measured
under magnification to determine feature geometry and measure
quantity or relationships to blueprint specifications. Incidentally,
once the inspection process is complete, the report still
needs to be generated.
For industrial engineers, good work- design principles
have always indicated that whenever possible you should
combine, eliminate or automate manufacturing operations
and procedures. Current and future technologies in optical
instrumentation are helping the engineer meet this goal
and therefore save time and money while increasing productivity.
It’s now realistic to expect that routine inspection
for defects, measurement of feature relationships inside
and outside the field-of-view, and automatic report generation
can be achieved on one instrument. Vision systems are routinely
blurring the lines among stereomicroscopes, compound microscopes
and coordinate measuring machines. Eyepiece-free digital
microscopes with motorized optics and components now allow
operators to simply place a slide into the jaws of an automated
system, where the internal optics scan the sample and allow
for remote Internet access for image control and acquisition.
Some microscopes have a range of magnification from as low
as 36! to as high as 4,320!. This is achieved by combining
two optical systems into one instrument. This type of tool
is designed for inspection at low magnification as well
as measurement at extremely accurate, high magnification.
New technologies in software, lighting, precision motion
controls and optics are being integrated to enhance component-level
functional limitations by combining capabilities. Physics
often limit the nature of what we can do by providing inverse
relationships like the correlation between high magnification
and shallow depth-of-focus. This makes optical inspection,
measuring and image analysis difficult because only a wafer-thin
section of the sample will be in focus at any one time under
high-power magnification. An inspector wants to see the
entire part in focus from top to bottom.
Fortunately, through software, computer image controls
and a precision Z-axis motor drive, high-magnification images
are now easily stacked together to provide a more useful
extended depth-of-focus. The same can be done by stitching
together high-resolution, small fields-of-view to provide
a larger field-of-view at a more accurate and functional
resolution. Optical instrument manufacturers have also found
ways to integrate laser-safe products and accessories on
the microscope. This can incorporate through-the-lens laser
light to assist focusing and to scan surfaces to return
Z height data for surface form measurements and analysis.
The driving forces for automation in optical instruments
are the optical, computer and digital-imaging technologies.
These three legs form a strong foundation for advancements
in the utilization and functionality of today’s optical
inspection tools. Digital sensor technology is rapidly closing
the gap to the levels of sensitivity and resolution of the
human eye.
Broadband informational flow is allowing remote connectivity
of microscopes and imaging devices to operators over the
Internet. New technologies in illumination, such as white-light
LEDs are allowing more precision in computer control of
illumination, reduced heat to the sample and a more evenly
distributed illumination over the field-of-view. The combination
of optical microscope, digital camera technology and computer
is joining the growing digital-to-data revolution. Optical
instrumentation is at that strategic inflection point where
capabilities are taking off to meet the level of one’s
imagination.
Clearly, communication is the name of the future in manufacturing.
It allows companies to be competitive, reduce costs, improve
quality and build better product. Information viewed through
a microscope is now routinely converted to a digital packet
of information at the factory floor. That important information
can be channeled nearly instantly as functional data back
to production control, up to management and over to the
vendor. Software and computers are driving forces to coordinate
activities and connect the human to the digital camera.
This overall mix of technology provides the capabilities
necessary to take attribute data or the go/no-go decisions
operators make based on the image they see and transform
that information into variable data that can be fed back
into manufacturing for better statistical process control.
Michael W. Metzger is the department manager of measuring
instruments for Nikon Instruments Inc., headquartered in
Melville, New York. Metzger manages all sales and marketing
efforts for Nikon’s premier optical and digital measuring
products throughout North and South America. Metzger joined
Nikon in 1991 and has more than 29 years of experience in
optical and dimensional metrology. He has been an ASQ Certified
Quality Engineer and was also certified by the U.S. Navy
as an optical and measuring specialist.
|