| by Kennedy Smith
When Quality Digest spoke to
Ford Motor Co. in 2001, the company's Six Sigma initiative
was just getting underway, and Ford was in the process of
working out all the kinks that come along with implementing
a new quality improvement program.
|
1863--Born July 30 in Greenfield
Township, Michigan
1879--Leaves family farm for
Detroit to work in machine shops
1891--Secures position as engineer
with the Edison Illuminating Co.; returns to Detroit
1896--Completes his first automobile,
the Quadricycle, and drives it through the streets
of Detroit
1899--Ends eight years of employment
with the Edison Illuminating Co. to devote full attention
to the manufacture of automobiles. Made chief engineer
and partner in the newly formed Detroit Automobile
Co., which produced only a few cars
1901--Henry Ford Co. organized
with Ford as engineer. Ford resigns over dispute with
bankers in 1902 and the company becomes the Cadillac
Motor Car Co.
1903--Ford Motor Co. is officially
incorporated. Ford's first Model A appears on the
market in Detroit.
1908--Ford begins manufacturing
the Model T.
1910--Begins operations at
factory in Highland Park, Michigan
1913--Introduces first moving
automobile assembly line at Highland Park
1914--Announces his plan to
share the Ford Motor Co.'s profits with workers, paying
them $5 for an eight-hour day
1917--Begins construction of
industrial facility on the Rouge River in Dearborn,
Michigan
1918--Loses his bid for the
U.S. Senate
1919--Edsel B. Ford, son of
Henry Ford, is named president of Ford Motor Co.
1921--Ford Motor Co. dominates
auto production with 55 percent of industry's total
output.
1926--Focuses on air transportation
and develops the Tri-Motor airplane
1927--Transfers final assembly
line from Highland Park plant to the Rouge River facility.
Production of the Model T ends, and the Model A is
introduced.
1932--Builds first V-8 Ford
car
1933--Successfully resists
first efforts to unionize workers at Ford plants
1937--"Battle of the Overpass"
occurs between Ford security staff and United Auto
Workers union organizers. As a result, the court orders
Ford not to interfere with union activity.
1941--Ford Motor Co. signs
a contract with UAW
1947--Henry Ford dies at age
83, at Fair Lane, his Dearborn home.
Source: The Henry Ford
online, www.thehenryford.org.
|
The 2001 J.D. Power and Associates Initial Quality Study
had just ranked Ford last among the big-seven automakers,
a status that only added fuel to Ford's determination to
reclaim its motto "Quality Is Job 1." During the
last two years, the company has taken gigantic measures
to improve its standing, and that improvement can be seen
in the recent 2003 Initial Quality Study. Ford was the most
improved automaker and was ranked No. 4--not the No. 1 position
Ford wants, but definite proof that its quality improvement
efforts are on the right track.
Six Sigma at Ford has been in the works since 1999, when
the company's former director of corporate deployment for
Consumer Driven 6-Sigma sought an effective method to improve
quality. Top management soon joined the cheering section,
and Six Sigma efforts have been persistent ever since.
This year Ford celebrates its 100th anniversary, and quality
has been a pivotal factor since the beginning. In fact,
Henry Ford introduced several principles and practices that
are now considered the backbone of lean manufacturing. Since
that time, Ford has tried its hand at total quality management,
and now Six Sigma.
Now that employees have had some time to adjust to the
company's new quality structure, Quality Digest has revisited
Ford to see just how effective Consumer Driven 6-Sigma has
been.
The most effective way to measure a quality management
system's effectiveness is by looking at the numbers. Since
Six Sigma's inception, Ford has saved about $1 billion in
waste elimination globally. Year-over-year savings worldwide
was $359 million last year. Moreover, customer satisfaction
has risen five percentage points in the company's internal
customer satisfaction survey.
Results like these don't happen overnight. Ford invested
heavily up front to train its employees as Six Sigma Green
Belts, Black Belts, Master Black Belts and Project Champions.
The company also implemented a project-tracking system in
which members of separate project teams can observe via
an internal database what others are working on.
Currently, Ford has approximately 3,000 Project Champions,
and its Black Belts have closed more than 6,000 projects
during the past three years.
With more than 200 Master Black Belts, 2,200 Black Belts
and nearly 40,000 Green Belts worldwide, Ford is now looking
to provide at least Green Belt training for almost all of
its employees, whether it's for Six Sigma awareness or for
actual Green Belt verification.
Black Belt classroom training is one week per month for
four months. This enables students to apply learned principles
to their first project while they learn--one week of training
and three weeks of implementation per month throughout the
four-month period.
Improvement projects are tackled using a team approach.
The teams consist of a member of upper management, a Master
Black Belt, a Black Belt and Green Belts in various fields
of expertise. Each plays an integral role in the project's
success.
 Project Champion--A member of upper management
who supports the project and removes any roadblocks for
the Black Belt
Project Champion--A member of upper management
who supports the project and removes any roadblocks for
the Black Belt
Master Black Belts--Train Black Belts and mentor
them in their projects. They also show progress and successes
to upper management.
Black Belts--Implement Six Sigma projects and lead
individuals on the improvement team in the right direction
Green Belts--Learn some of the tools, help Black
Belts with projects and do small projects of their own.
Green Belts with expertise in different areas often participate
on the same team.
Black Belts are asked to handle about two or three projects
at a time. Black Belts choose their own projects and are
asked to take on only those that have waste elimination
savings and customer satisfaction improvement. "We
want this year's Six Sigma projects to deliver half of the
company's 'Things Gone Wrong' objective for the year,"
says Debbe Yeager, director of Consumer Driven 6-Sigma at
Ford.
Project teams involve as many people as they need to and
always include a Project Champion, a Master Black Belt and
a Black Belt. Many times, they work with Green Belts, who
are experts on various aspects of the project, from financial
analysis to part maintenance.
In the last few months, Ford has created what it calls
"performance cells," in which senior leaders are
asked to partner with Master Black Belts. "We've told
senior leaders in the company to run performance cells like
they'd run a manufacturing cell or their business,"
notes Yeager. "Managers said, 'We can do this; we've
been running departments most of our careers.' When they
realized that Master Black Belts could be leveraged for
technical expertise, all they had to do was run the business,
which is something familiar to them."
This keeps new projects coming in and ensures that current
projects are on track.
Pauline Burke, a Master Black Belt, took on a Six Sigma
project after identifying a problem with the Ford Focus'
body-side moldings. Customers were complaining that the
moldings were lifting at the edges. After delving into the
DMAIC process, Burke soon realized she was involved in what
she refers to as a "mega project," one with multiple
root causes and multiple factors. A typical Six Sigma project
at Ford takes about four months, but because this project
had so many X-factors, it took Burke and her team nine months
to complete. Burke takes us through the DMAIC process:
Define. "My problem was the body-side moldings
of the Focus. They were lifting off the car at the edges.
We didn't realize we had this problem until we looked at
customer feedback because in the plant, the moldings looked
great.
"In the define phase, we had to figure out exactly
what the problem was. What was the customer complaining
about and what are the measures? Within the define phase,
we analyzed each factor in the plant that could contribute
to this problem.
"We discovered four factors that contributed to the
molding problem. First, the tape on the molding wasn't contacting
the car body enough. Second, holes located on the body used
to line up the molding were too high and were hitting an
indent on the body side. Third, it turned out the pressure
we were using to apply the molding was too low. Fourth,
the body side was not sufficiently clean, so the tape wasn't
sticking as well as it could."
Measure. "Once we figured out the factors
that were contributing to the defect, I went to the measure
phase. I measured where the holes on the body side were
located. I measured how flat the part was and how we could
fix the molding to make it flat. I measured the pressure
we were using and figured out the optimal pressure. And
I measured the percentage of the area that was being cleaned."
Analyze. "Once all the data had been gathered,
we analyzed our results and found the appropriate solution.
It took a lot of teamwork--experts from various fields,
maintenance personnel, tier one and tier two suppliers,
and management were all involved."
Improve. "The solution included moving the
holes on the body side down about two millimeters. On the
body-side molding, we changed the molds to make sure that
it was very flat on the back side so that 100 percent of
the tape would contact the flat body side. Next, we figured
out the optimum application pressure using design of experiments.
Then, we replaced the head on the cleaning fixture to more
effectively clean the body side."
Control. "Changing the hole location on the
body side was a permanent fix, and we continually monitor
it in our quality checks. Making sure the molding is flat
was something the molding supplier didn't have as a quality
check, but now they do. Other quality checks include ensuring
the optimum pressure is used to apply the moldings and maintaining
the cleaning equipment."
Since her team's improvements have been implemented, the
project has yielded $100,000 in waste elimination savings
per year, and there have been no customer complaints with
regard to body-side moldings on the Ford Focus.
When Quality Digest first visited Ford, Louise Goeser,
Ford's vice president of quality, noted a chief roadblock
to implementing Six Sigma was employee skepticism. The only
way to overcome this challenge was to demonstrate successes
over time. Two years later, Yeager has found that more and
more Ford employees are jumping on the Six Sigma bandwagon
as they realize results experienced by other departments.
"Jim Padilla [head of North American operations at
Ford] requested a Master Black Belt coach because he wants
to see how to apply Six Sigma methodology to other areas
within the company," she notes. "In the beginning,
Six Sigma was kind of a stand-alone thing, but now we're
seeing more and more integration."
Burke was one of the skeptics when she first heard about
Ford's intention to roll out Six Sigma. After 14 years with
the company, she says she was like everybody else: wondering
how long this program would last. "Large companies
implement a lot of new programs," she says. "Some
of them stay and some of them go. But, I decided to give
it a chance and found out I really love it."
Burke recalls that her aversion to Six Sigma was swiftly
quelled during her Six Sigma training. "I liked the
philosophies of Six Sigma," she recalls. "I liked
the disciplined approach to solving problems.
"I feel great fixing problems for customers and making
the company stronger by improving quality," she continues.
"When the employees are happy, they do better work.
When they do better work, the customer wins. They're getting
a better vehicle, they save money and quality rises."
Burke presses on as a Master Black Belt, mentoring and
training Black Belts and leading new projects.
|
Louise Goeser is Ford's vice president of quality.
In the following interview, she discusses how Six
Sigma has shaped the company's business practices.
QD: How has Consumer Driven
6-Sigma directly affected the quality of products
at Ford Motor Co.?
Goeser: Significantly. During the
last two years, we've experienced record "Things
Gone Wrong" improvement. Half of the TGW reduction
was the result of Consumer Driven 6-Sigma. J.D. Power
and Associates reports that we have made a 16-percent
improvement in initial quality in the past two years
and are the most improved of the top five automakers.
QD: How do you measure the success
and results of Consumer Driven 6-Sigma at Ford?
Goeser: The key results come down
to improved quality and waste elimination savings.
Since we launched Consumer
Driven 6-Sigma in 2000, we've made significant quality
improvements and have saved $1 billion through waste
elimination. Success is viewed as corporatewide adoption
of the Consumer Driven 6-Sigma tools and methodology
by everyone in our company--from our senior management
on down. With Consumer Driven 6-Sigma, our data-driven
decision-making skills are rapidly increasing.
QD: What are some specific challenges
to maintaining a sound Consumer Driven 6-Sigma system?
Goeser: Probably the biggest challenge
is project selection, particularly getting the business
owners to select projects for the Black Belts that
are linked to the organization's strategic objectives.
We also work very hard to link Consumer Driven 6-Sigma
to our other key initiatives in our company's Revitalization
Plan. (This is an important year for us, as we are
also celebrating Ford's 100th anniversary.)
QD: How does Ford's Consumer
Driven 6-Sigma initiative compare with Six Sigma programs
you've seen at other major corporations?
Goeser: We have continued to stress
and measure customer satisfaction as one of our major
deliverables, while many other organizations focus
only on internal waste. We have also used our Master
Blacks Belts in technical as well as business leadership
roles. We have a best-in-class Black Belt and Master
Black Belt selection process that is really working.
QD: Give a general overview
of Ford's quality program. How does Consumer Driven
6-Sigma fit into that?
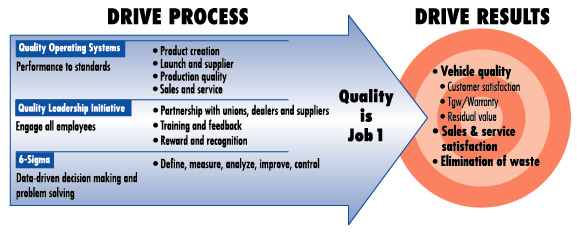
Goeser: We stress three components
in our "Quality is Job 1" strategy: Quality
Operating Systems to define our standards and processes,
Quality Leadership Initiative to engage all of our
employees and Consumer Driven 6-Sigma as our primary
data-driven decision process.
QD: What new programs/processes
are on the horizon for Ford? In other words, how will
Ford go beyond Consumer Driven 6-Sigma in the future?
Goeser: Ford will continue moving
upstream to create value and prevent waste. We will
use Design for Six Sigma and continue to strengthen
our ties with our suppliers on their deployment of
Consumer Driven 6-Sigma. We continue to integrate
the Consumer Driven 6-Sigma tools, methodology and
mindset as a way to deliver on our policy deployment
objectives corporatewide.
|
Kennedy Smith is Quality Digest's associate editor.
Letters to the editor regarding this article can be sent
to letters@qualitydigest.com.
|